(一)內圆砂轮的选择
內圆砂轮形状的选择及安装
(二)砂轮接长轴
砂轮接长轴为砂轮与磨头中间的连接装置,其常见的形式如下图1所示。其长度的选择如图2所示。
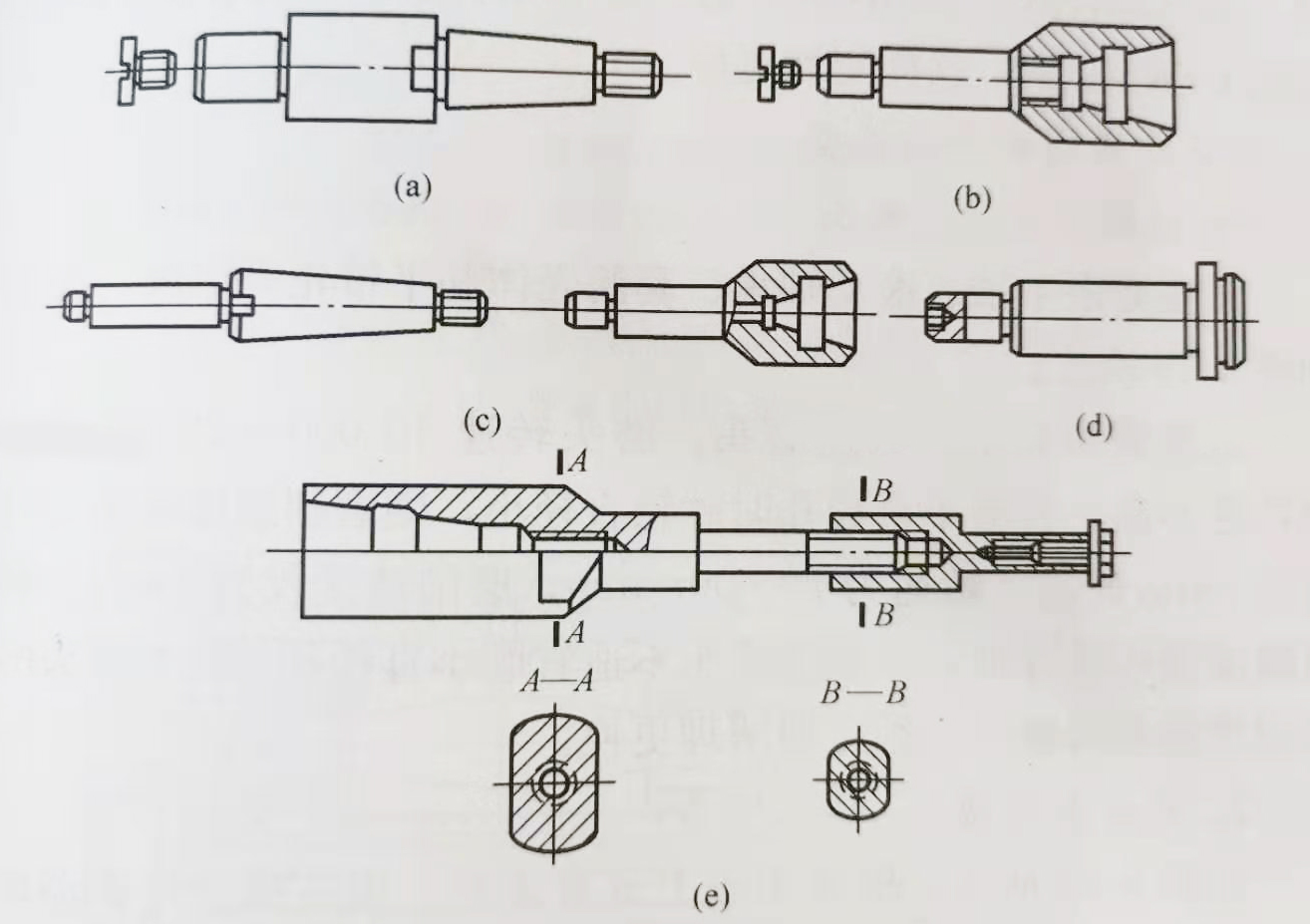
图1 砂轮接长轴的常见形式
(a)带外锥的接长轴 (b)带内锥的接长轴 (c)带内、外锥的接长轴 (d)圆柱接长轴 (e)接长轴上加工出削扁部位
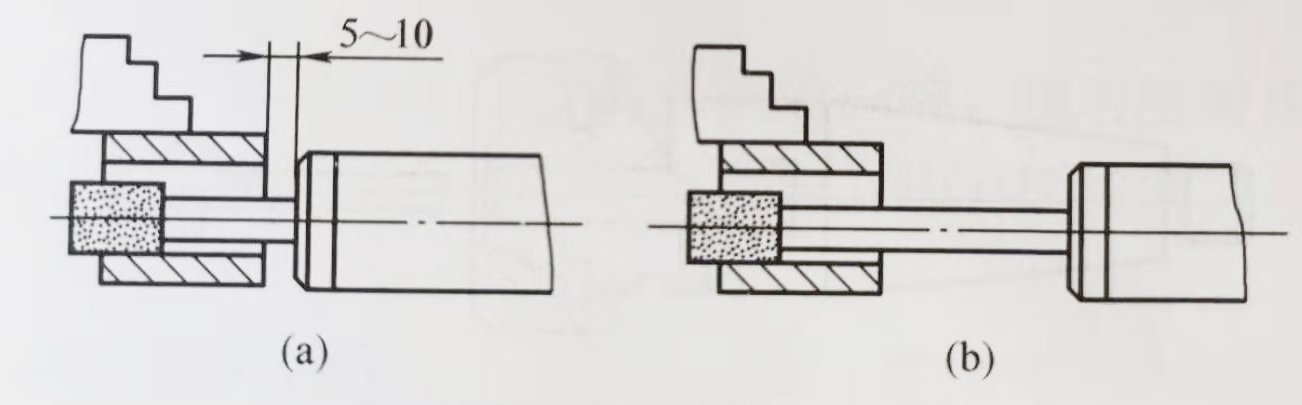
图2 砂轮接长轴长度的选择
(a)正确 (b)错误
砂轮接长轴多为自制,制作时应注意如下事项:
(1)保证接长轴上各段外圆与锥面的同轴度要求。
(2)接长轴锥面应与磨头主轴锥面精密配合。一般接长轴外锥为莫氏锥度1:20,配合面积不应小于85%。
(3)接长轴应加工出削扁部位,供上紧接长轴和紧固砂轮[见下图]。
(4)应考虑接长轴的螺纹旋向,其旋向应与砂轮旋向相反。
(5)接长轴的材料,可用中碳合金钢并经调质或淬火、回火处理,38~48HRC。常用40Cr钢,磨φ8mm一下小孔的接长轴,应采用CrWMn钢,这样刚性更好。
(三)內圆磨头的类型
1.机械传动內圆磨头
其主要由主轴、滚动轴承、套筒壳体和平带轮等组成,其结构如下图所示。
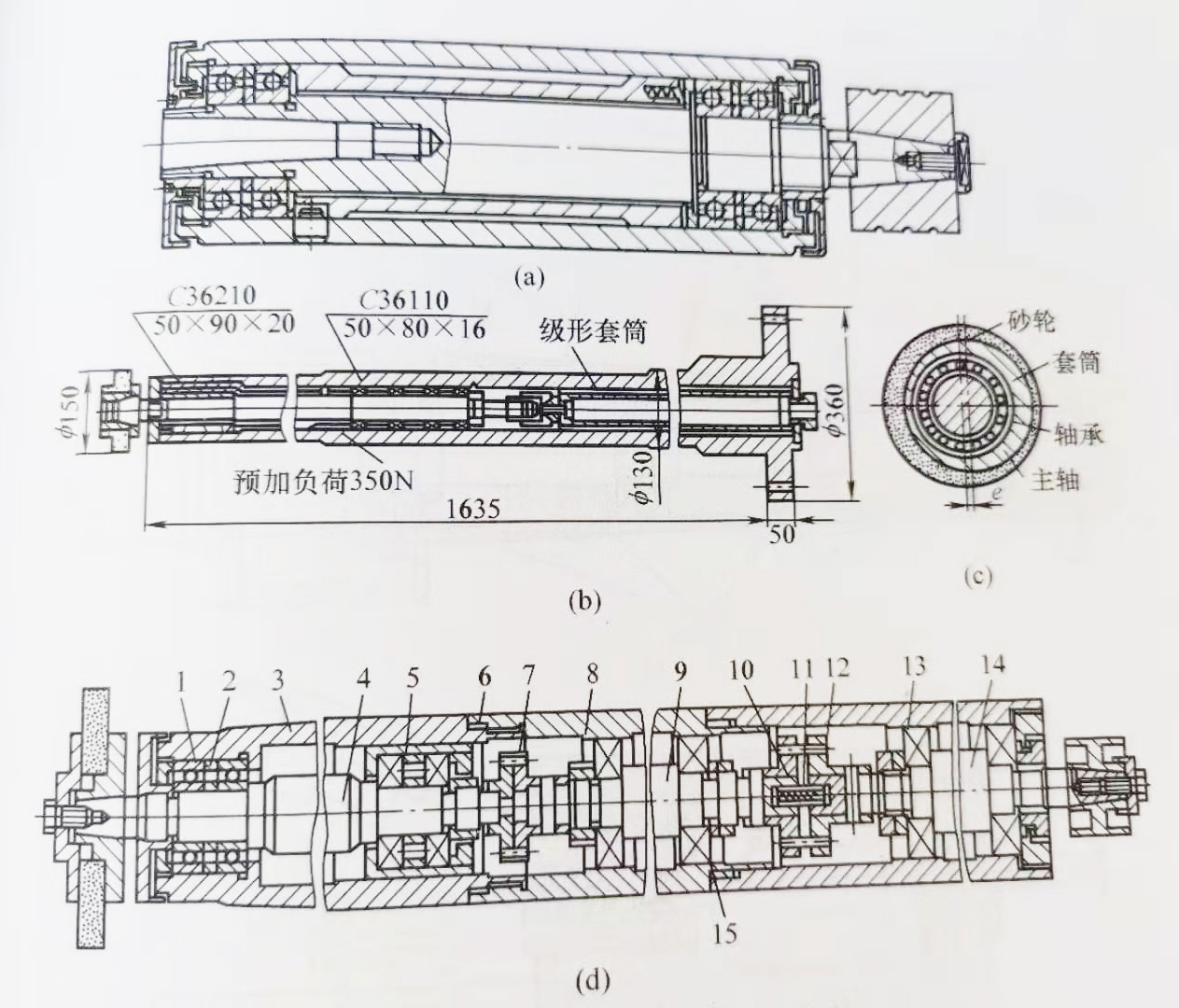
各种机械传动內圆磨头
(a)机械传动內圆磨头 (b)级形套筒 (c)偏心形套筒 (d)结构总成1—内心推力轴承;2—隔环;3、8、13—壳体;4—主轴;5—轴承套;6、15—青铜套;7、12—连轴器;9—中间轴;10—弹簧;11—弹簧套;14—传动轴
机械磨头属中、低速磨头。磨头转速10000~20000r/min。因转速不高,若磨小直径孔时砂轮直径小,则磨削速度很小。例如直径5mm砂轮,转速为20000r/min,磨削速度仅为5m/s。表面粗糙度不易降低,故该类磨头不适宜磨小直径孔。此类磨头用锂基润滑脂润滑轴承,须定期清理更换。
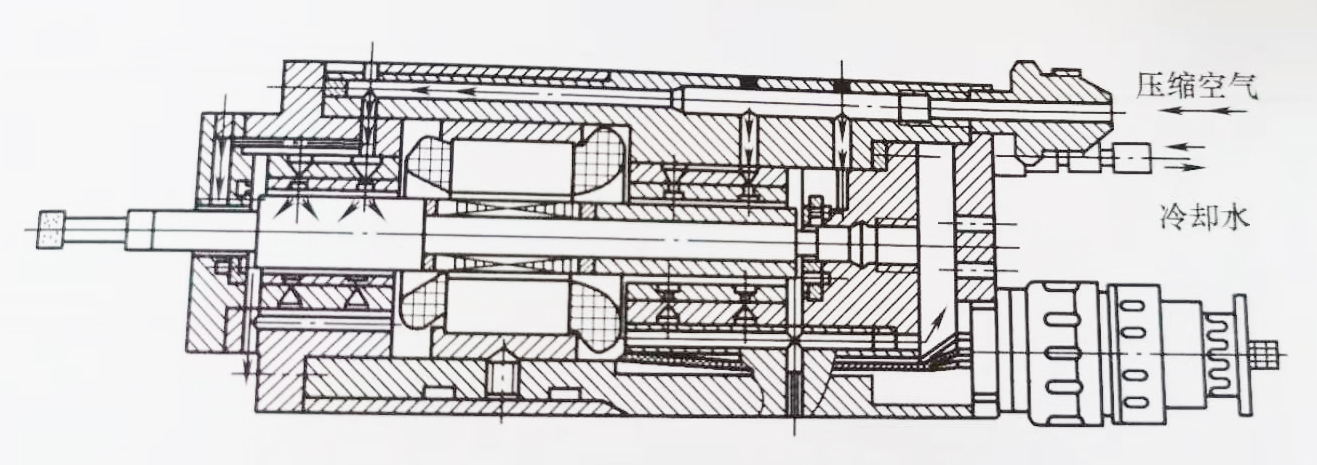
2.风动內圆磨头
如下图所示,磨头主轴上设有涡轮,由压缩空气驱动涡轮使主轴高速旋转,同时供应给轴承的毛细管喷孔,在轴承间隙中形成托起主轴的气膜层起润滑作用。其主轴最高转速可达11000r/min,振动小,调节气压可实现磨头的无级调速。
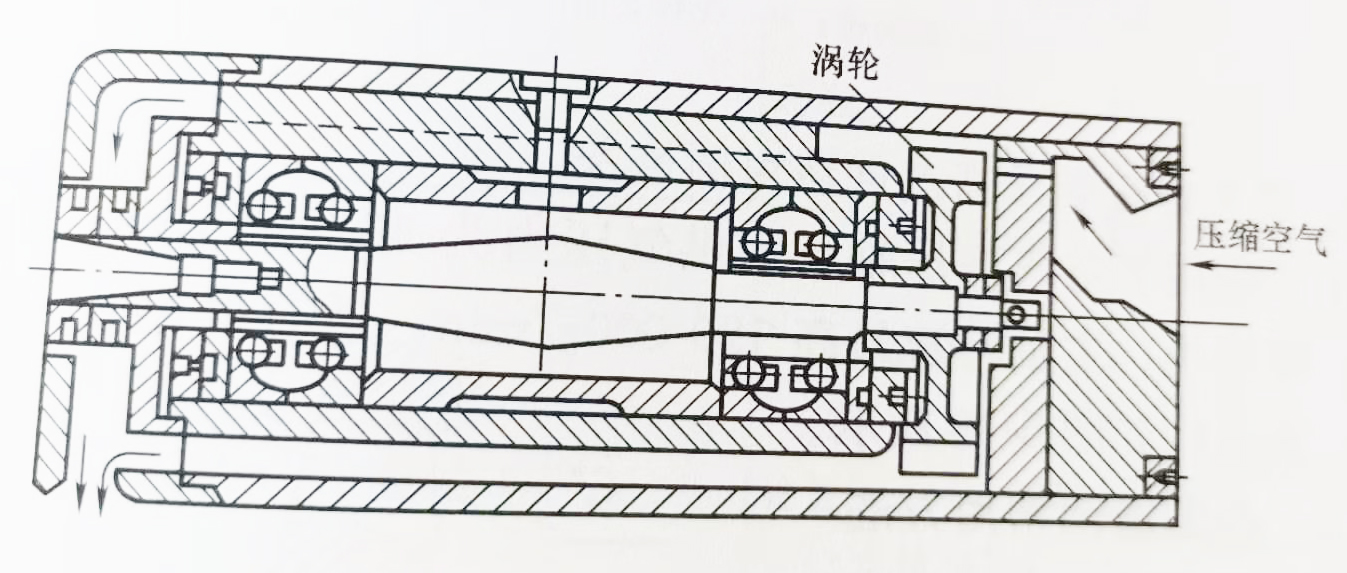
风动內圆磨头
3.电动內圆磨头
由电动机驱动磨头或磨头与电动机为一整体。主轴转速50000~90000r/min,输出功率大,瞬时过载能力强,速度特性硬。电动磨头如下图所示:
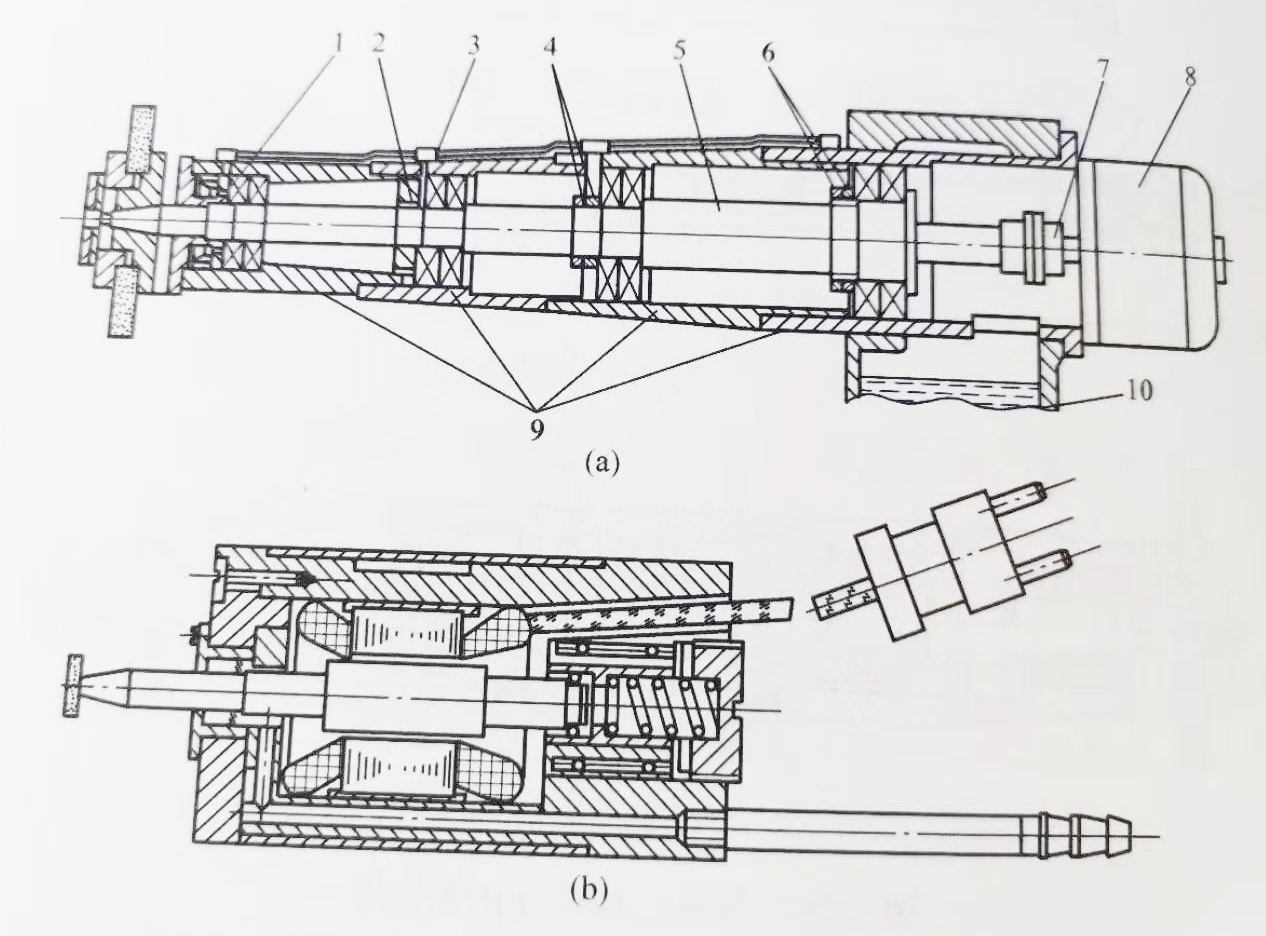
电动磨头
1、2、3、4、6—螺母;3—油管;5—主轴;7—弹性联轴器;8—电动机;9—壳体;10—油池
4.空气静压轴承高速电动內圆磨头
由于采用了空气静压轴承,供气压力为40~65Mpa,磨头刚性好,摩擦小,主轴转速最高180000r/min,适合磨削1~10mm小孔。其结构如下图所示:
空气静压轴承高速电动內圆磨头
