內圆砂轮形状的选择
內圆砂轮常用的形状有平形和杯形两种(见下图)。其中平形砂轮最为常用、杯形砂轮磨台阶孔及断面比较有利。
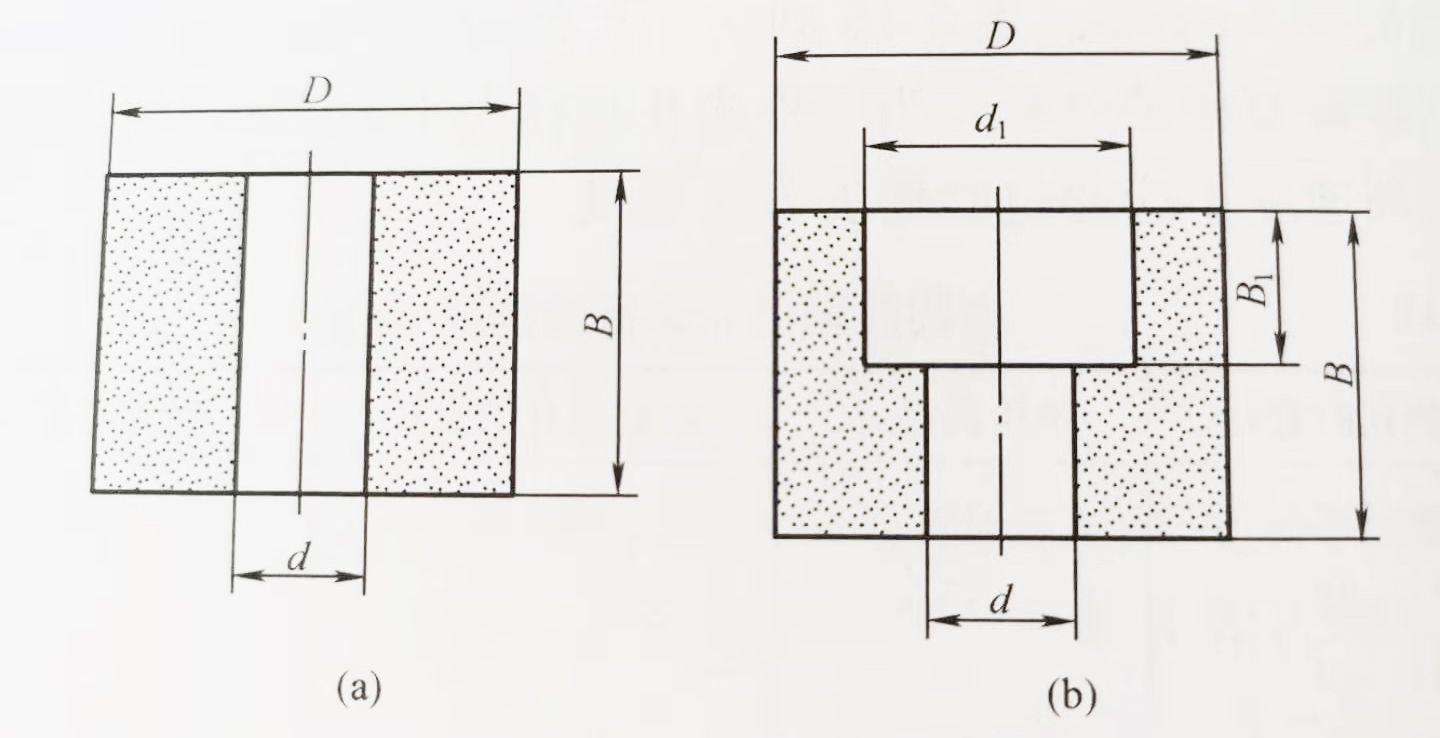
內圆磨削砂轮常用形状
(a)平形砂轮 (b)杯形砂轮
內圆砂轮的选择可参考下表:
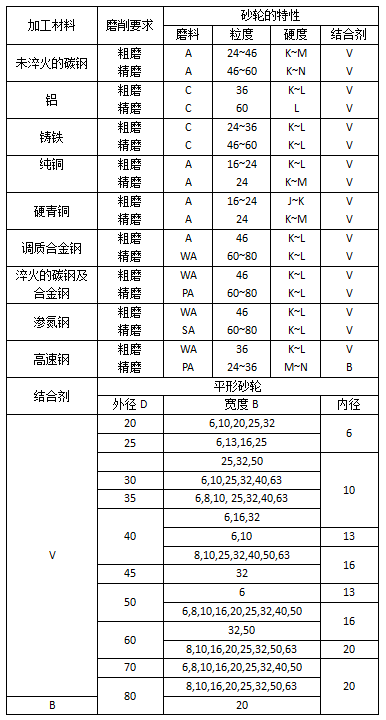
內圆砂轮的选择
砂轮的安装
內圆砂轮一般安装在砂轮接长轴的一端,也有些內圆砂轮时直接安装在內圆磨头主轴上。其紧固方法有螺纹紧固和粘结紧固两种。
(1)螺纹紧固如下图所示,由于螺纹有较大的夹紧力,故砂轮的安装比较牢固。
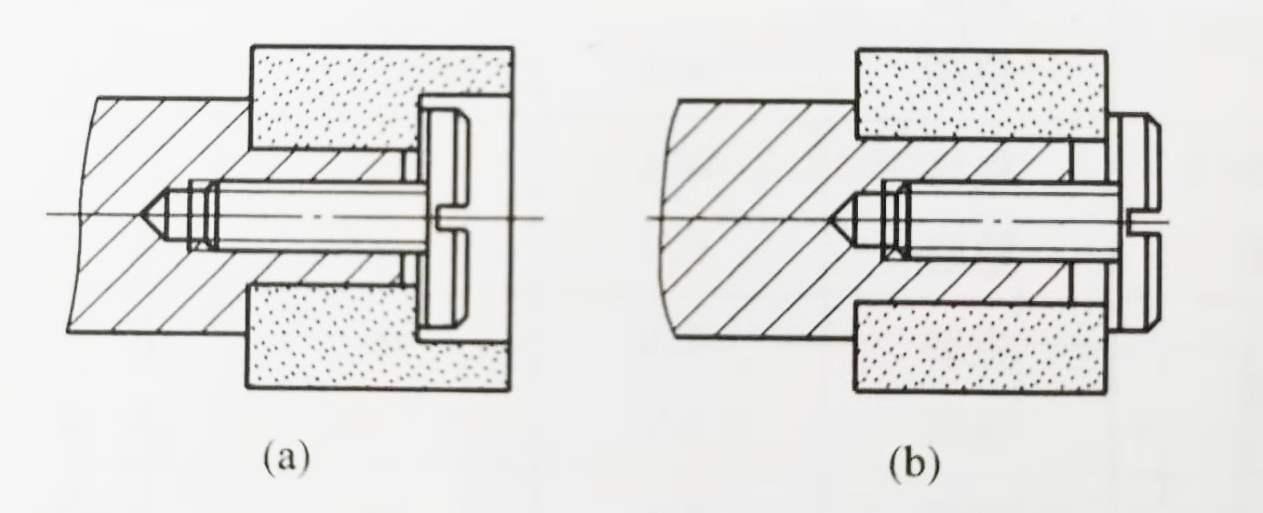
用螺纹安装內圆砂轮
(a)安装带内台阶孔的內圆砂轮 (b)安装圆筒形內圆砂轮
螺纹紧固安装砂轮应注意以下事项:
1)砂轮内孔与接长轴的配合间隙要适当,不要超过0.2mm。若间隙过大,可以在砂轮内孔与接长轴间垫入纸片,以免因安装偏心而工作时产生振动或松动。
2)砂轮的两个端面必须垫上黄纸片等软性衬垫,衬垫厚度0.2~0.3mm。目的是使砂轮受力均匀,紧固可靠。
3)承压砂轮的接长轴端面要平整,接触面不能太小,否则会减少摩擦面积,不能保证砂轮可靠地紧固。
4)紧固螺钉的承压端面与螺纹要垂直,以使砂轮受力均匀。
5)紧固螺钉的螺旋方向与砂轮旋转方向相反,这样可以保证砂轮不会松脱。
(2)用粘结剂紧固砂轮如下图所示,磨φ15mm以下小孔的砂轮,使用螺钉联接紧固非常困难,所以采用粘结紧固。
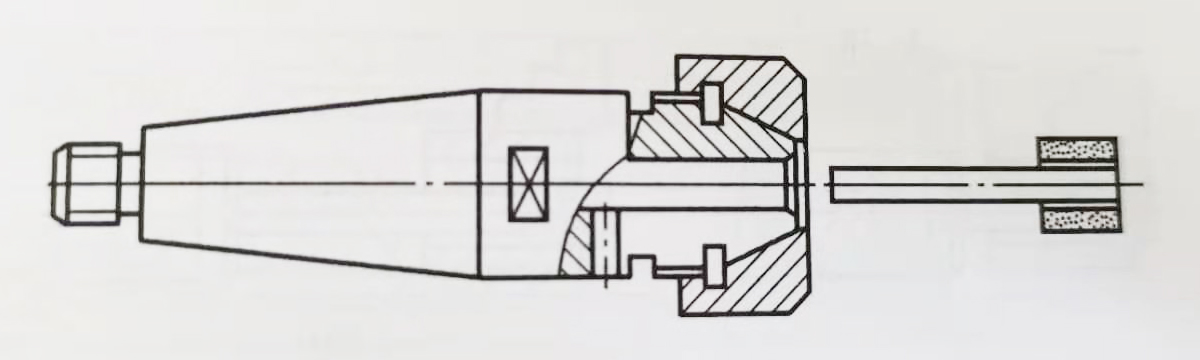
用粘结剂紧固砂轮
常用粘结剂是用磷酸溶液(H3PO4)和氧化铜(CuO)粉末调配而成。
粘结紧固时应注意以下几项:
1)调配时须将氧化铜粉末放在瓷质容器内,渐渐注入磷酸溶液,同时不停搅拌,要调制均匀,浓度适当。
2)粘结剂应充满砂轮与接长轴之间的间隙,内部不应有空洞。
3)用电炉烘干时,时间不宜太长,以免磷酸铜快速凝固时,提价急剧膨胀,以至胀裂砂轮。可观察粘结剂颜色,当其呈暗绿色时,应立即停止加热。
