外圆砂轮的安装
砂轮安装之前,首先要先检查砂轮是否有裂纹,将砂轮吊起,用木槌轻敲其声音。没有裂纹的砂轮声音清脆;砂轮有裂纹时则声音嘶哑,发现有裂纹或声音嘶哑的砂轮应停止使用。
平行砂轮一般用法兰盘安装。其结构主要由法兰盘3、端盖2、螺钉和衬垫1组成(见下图)
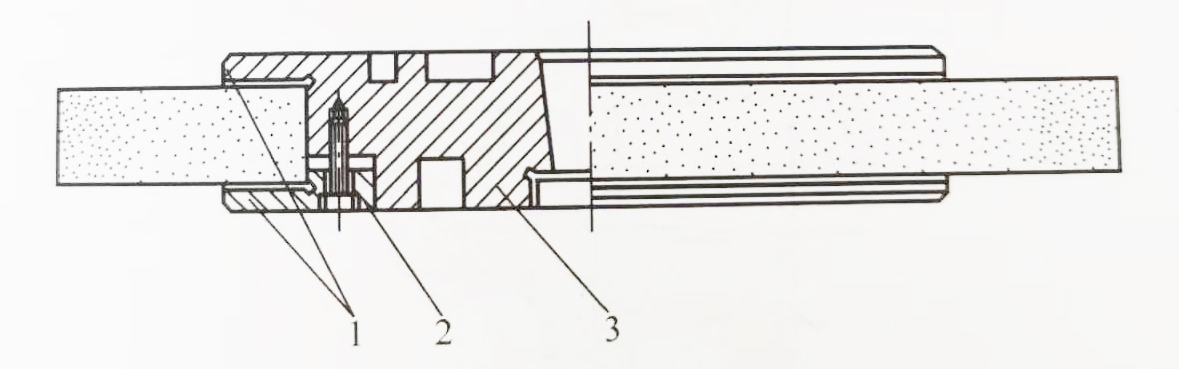
平行砂轮的安装
1—衬垫 2—端盖 3—法兰盘
砂轮的孔径与法兰盘轴颈部分应有0.1~0.5mm的安装间隙。如发现砂轮孔径与法兰盘轴颈之间配合过紧,可用刮刀均匀修刮砂轮内孔(砂轮内孔是粉质敷料),绝不可强行压入。如果配合间隙过大,砂轮中心与法兰盘中心易产生安装偏心,从而增大砂轮的不平衡量。遇到这种情况可在法兰盘轴颈的圆周垫上一层纸片,以减少安装偏心。如砂轮孔径与法兰盘轴颈相差太多,就应重新配制法兰盘。
法兰盘支撑面平整且两外径尺寸相等,安装时在法兰盘和砂轮之间应垫上1~2mm厚的塑性材料制成的衬垫(如厚纸板),衬垫的直径比法兰盘外径稍大一些。紧固螺钉时,不可用力过猛,一般按对角顺序逐步拧紧螺钉,夹紧力要均匀,使砂轮受力均匀。
砂轮安装完毕,应将砂轮初平衡一次,才可以装上磨床主轴。安装时要检查法兰盘的锥孔与主轴椎体是否接触良好。砂轮经整形修整后,须拆卸第二次平衡(静平衡)。从磨床主轴上拆卸法兰盘时,应注意主轴螺纹的旋向。为防止磨床主轴高速旋转时,螺母自动松开,主轴螺纹方向是这样规定的:逆着砂轮旋转方向转动螺母时就拧紧,一般砂轮主轴螺纹为左旋。拆卸法兰盘时,不能敲击法兰盘或砂轮,以免击伤砂轮或主轴。对较大尺寸的法兰盘,可使用专用的拆卸工具,如下图所示。拆卸时,应事先在机床上放好木板,避免砂轮掉落碰伤。先将拔头旋进法兰盘的内螺纹中,再旋紧螺钉将法兰盘从主轴椎体中拉出。
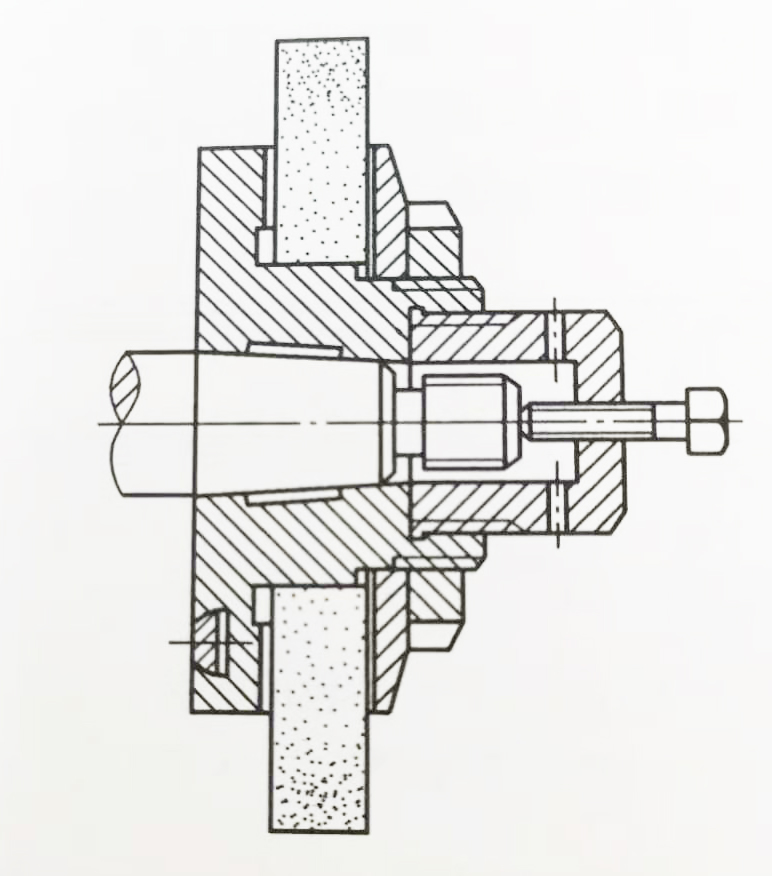
砂轮拆卸工具
外圆砂轮的修整
新安装的砂轮须做好整形修整,以消除砂轮的外形误差对砂轮平衡的影响。尺寸较大的砂轮可先使用滚轮式割刀作粗修整,然后用金刚石笔作精修整。整形修整的面包括砂轮的圆周面和端面两部分。
修整砂轮圆周面时,砂轮横向不要退出过多,因为砂轮架导轨的扭曲,有可能使砂轮在磨削时出现单面接触如下图(a),影响工件的表面粗糙度。磨削轴肩时,为了减少砂轮与工件的接触面,避免砂轮烧伤和提高端面的精度,须将砂轮端面修整成内凹形如下图(b)所示。修整时,可将砂轮架逆时针方向旋转1°~2°,也可将端面修成狭形的圆环形内凹面如下图(c)所示。
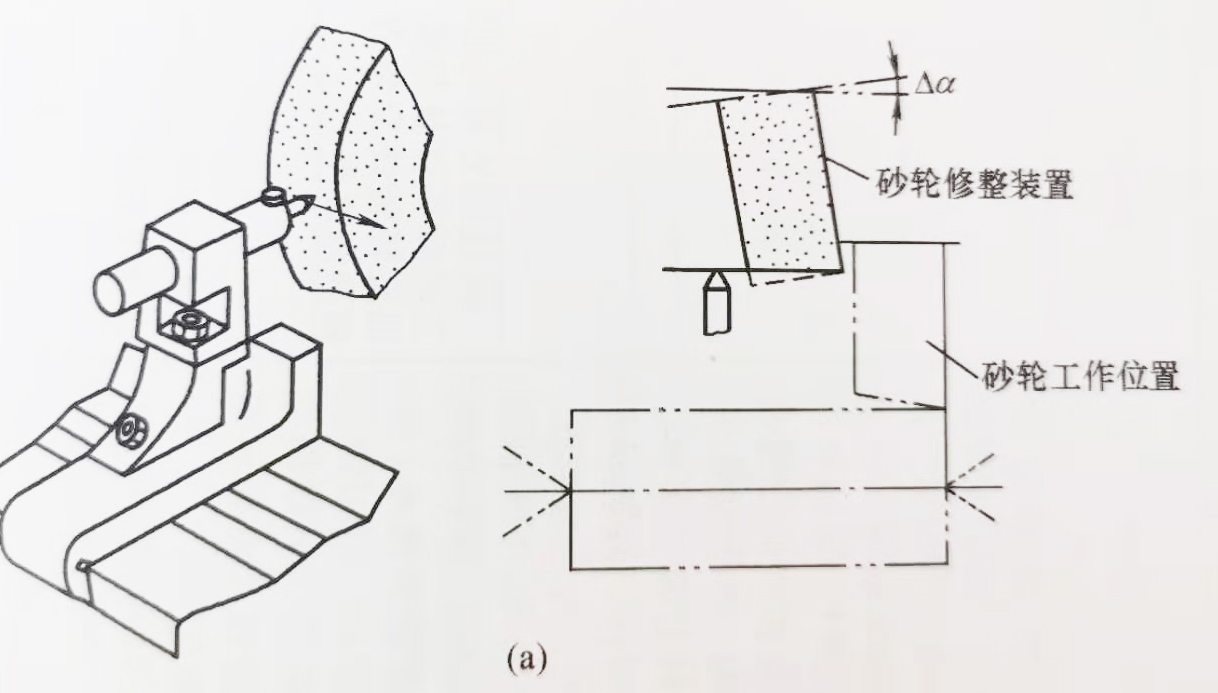
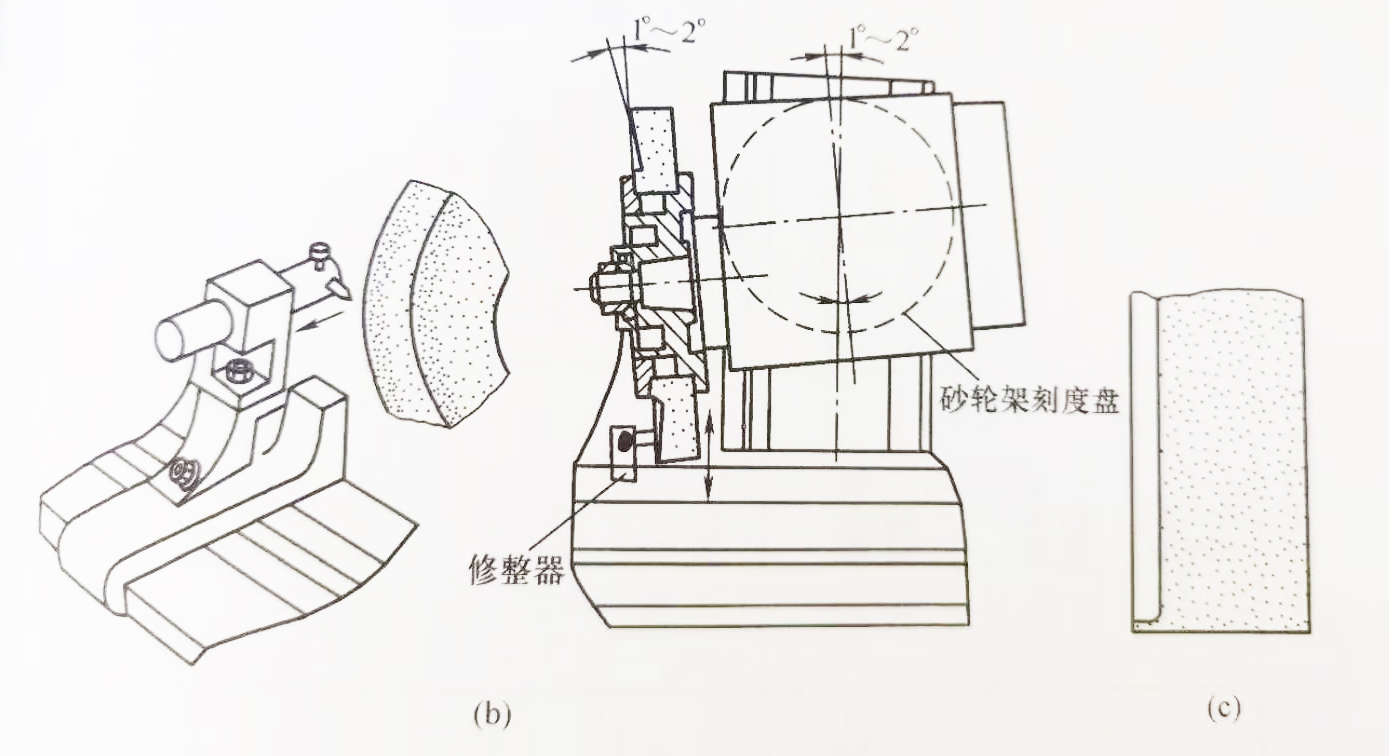
外圆砂轮的修整
(a)修整的误差 (b)砂轮端面的修整 (c)砂轮的内凹面
