金刚石笔修整是由颗粒较小的碎粒金刚石或金刚石粉用结合力很强的合金结合起来,压入特制的金属刀杆上制成的。根据金刚石分布情况,金刚石笔有三种类型:层状金刚石笔――金刚石颗粒成层状分布(如图1所示);链状金刚石笔――金刚石颗粒成带链式分布(如图2所示);粉状金刚石笔――金刚石颗粒呈不规则分布(如图3所示)
金刚石笔类型
用金刚石笔修整砂轮时影响修整质量的因素很多,诸如金刚石的刃口形状、金刚石的耐磨性、修整参数(修整进给量fd、砂轮修整转数nsd、修整深度ad)、修整装置、砂轮特性(磨料种类、硬度、粒度、组织、结合剂)以及磨削液等。
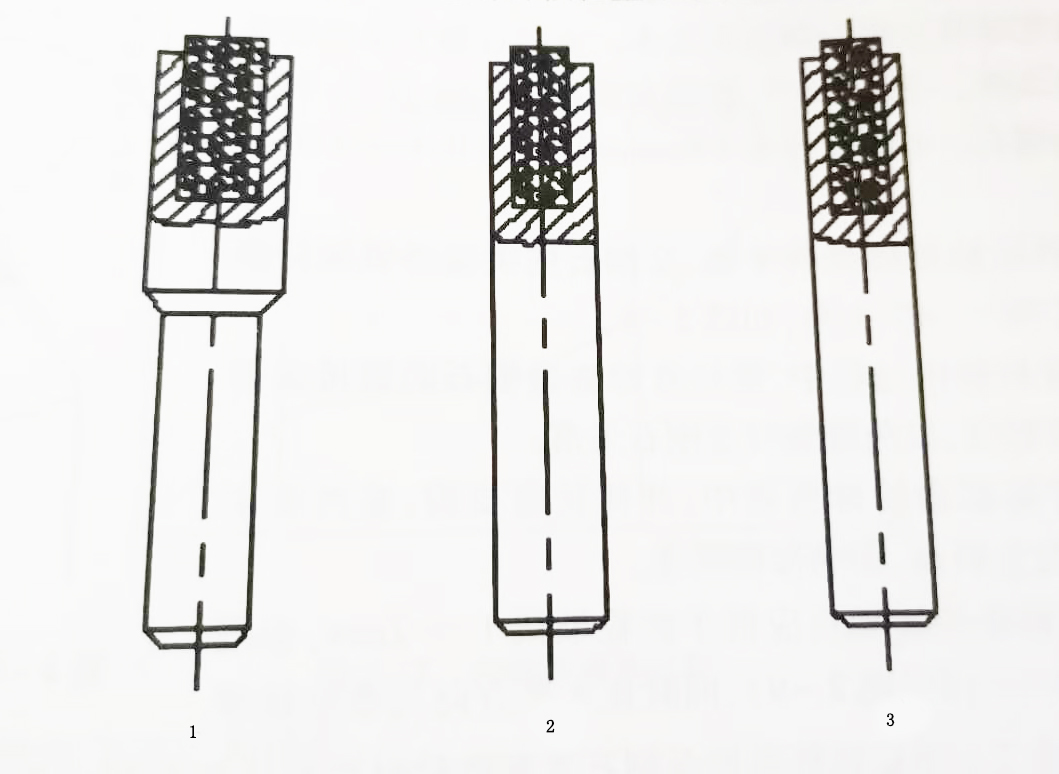
根据修整时的进给速度和修整深度的大小不同。砂轮工作表面将发生不同的改变。如果以获得低的表面粗糙值为目标,修整时的修整深度ad和进给量fd均应取较小值,这样方可使修整出来的新磨粒刃口精细地排列在砂轮表面上。下表表明了不同修整条件下可得到的不同砂轮表面状态情况。在修整深度较大时,修整进给速度对被修整砂轮磨削所得加工表面粗糙度影响不大;在修整深度较小时,修整进给速度表现出明显的影响。当一次修整的修整深度在40以下时,其总的修整深度大约为平均磨粒直径的1/10~1/2,但是它不包括出去砂轮畸变的部分。
砂轮表面上切削刃数的变化