(一)立方氮化硼砂轮磨削特点
(1) 热稳定性好。其耐热性(1250~135℃)比金刚石(800℃)高。
(2) 化学惰性强。不易和铁族元素产生化学反应,故适于加工硬而韧的金属材料及高温硬度高、热传导率低的材料。
(3) 耐磨性好。对于合金钢磨削其磨耗仅是金刚石砂轮的(1/3)~(1/5),是普通砂轮的1/100,CBN砂轮寿命长,有利于实现加工自动化。
(4) 磨削效率高。在加工硬质合金及非金属硬材料时,金刚石砂轮优于CBN砂轮;但加工高速钢、耐热钢、模具钢等合金钢时,CBN砂轮特别适合,其金属切除率是金刚石砂轮的10倍。
(5) 加工表面质量高,无烧伤和裂纹。
(6) 加工成本低。虽然CBN砂轮价格昂贵,但加工效率高,表面质量好、寿命、容易控制尺寸精度,所以综合成本低。
(二)立方氮化硼砂轮磨削用量
1.砂轮速度
CBN砂轮可比金刚石砂轮磨削速度高一些,以充分发挥CBN砂轮的切削能力。国产CBN砂轮推荐速度见下表。
表1 立方氮化硼砂轮磨削速度
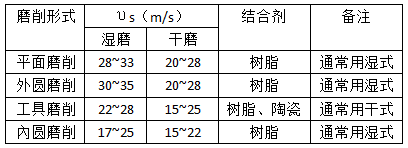
随着砂轮的速度提高,砂轮的磨耗降低,磨削比增大,加工表面粗糙度降低,所以,在机床、砂轮等加工条件的许可前提下,CBN砂轮有采用高速磨削的趋势。例如青铜结合剂砂轮,速度可达(45~60)m/s,切断砂轮(宽度>8mm)磨削速度达80m/s。
2.背吃刀量
背吃刀可参考表2和表3.CBN砂轮磨粒比较锋利,砂轮自锐性较好,所以背吃刀量可略大于金刚石砂轮。
表1 按粒度及结合剂选择背吃刀量
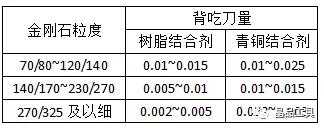
表2 按磨削方式选择背吃刀量

3.工件速度和进给速度
工件速度对磨削效果影响较小,一般在(10~20)m/min范围选择。采用细粒度砂轮精磨时,可适当提高工件速度。轴向进给速度或轴向进给量一般在(0.45~1.8)m/min范围,粗磨时选大值,精磨时选小值。
