(一)圆削类零件的磨削
此类零件为圆柱形,要求磨削后达到一定的几何形状精度、尺寸精度和表面粗糙度,并不得有烧伤和振痕。根据工件形状,一般采用贯穿法。其工作步骤如下:
(1)选择适当的砂轮。
(2)确定工件安装高度,并选择和安装托板。
(3)调整导轮在垂直平面内的倾斜角θ,调整好金刚石笔在水平面内回转角及偏移距离,修整导轮。
(4)修整磨削轮。
(5)调整前、后导板。方法是:取一直径与工件直径相等的心轴放在磨削轮和导轮之间,铸件引进导轮。在心轴将被砂轮和导轮夹住时(心轴能被手转动并移动),调整前、后四块导板,调节后取下心轴。
(5)试磨工件。开动磨削轮和导轮4,待两轮选择3~5min后,开放少量切削液,将一个工件3置于托板上,并推入磨削区。此时若工件不转动,可将将导轮再向磨削轮靠近,可以将导轮再向磨削轮靠近。当工件接触到磨削轮,便会立即旋转并且自动送进。此时应仔细观察磨削火花的分布情况,以判断磨削是否正常。磨削正常时,工件从开始磨削到终了,火花是均匀变化的,并在磨削区后补铸件减少直到消失,然后工件自动停止在磨削区的工件出口处(如下图所示)
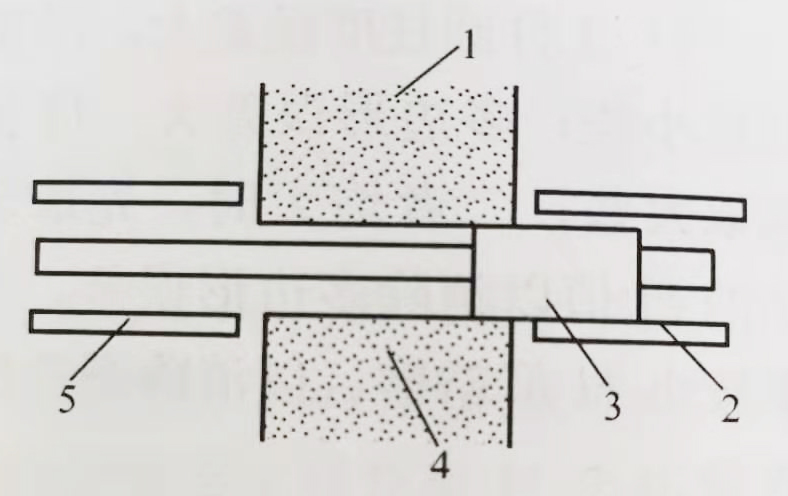
圆柱销的磨削
1―磨削轮 2―后导轮 3―工件 4―导轮 5―前导板
(二)圆锥体的磨削
圆锥体的工件,一般采用切入法进行磨削。机床调整方法视工件锥度大小而定。若工件锥度很小,可以只转动导轮架回转座,使导轮的偏转角等于工件锥角α即可。磨削轮和导轮均不修整成锥形[如图(a)]。也可以将磨削轮修整成锥形,斜角为α[如图(b)];或将导轮磨削成斜角α的[如图(c)]。
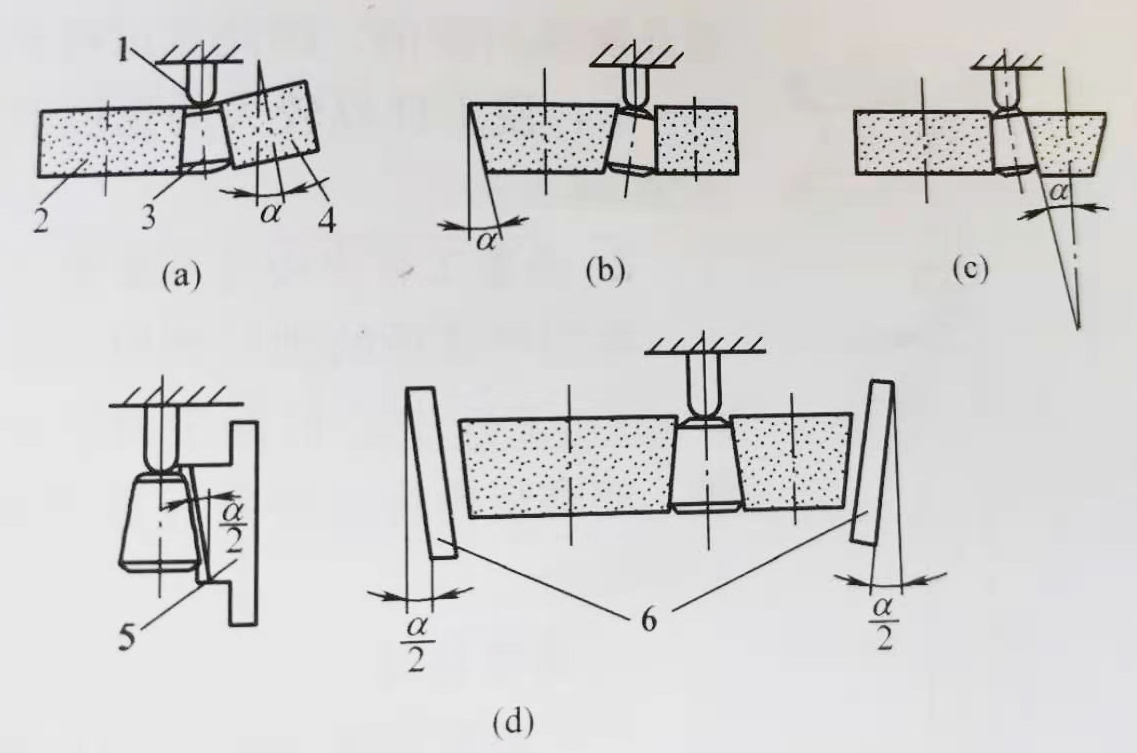
回椎体的磨削
1―挡销 2―磨削轮 3―工件 4―导轮 5―具有α/2斜角的托板 6―靠模
如果工件锥度较大,就需要将磨削轮和导轮均修整成锥形。为此,需要将磨削轮修整器和导轮修整器各调整到α/2的倾角,然后对两轮进行修整。而且应采用具有α/2纵向倾斜角的托板[如图(d)]。如果工件的锥度超出机床刻度所允许的范围时(如工件锥度在10°以上而机床刻度仅为5°),则磨削轮和导轮的修整都要采用具有斜角的α/2的靠模。
无心磨削加工圆锥体一般步骤如下:
(1)选择适当硬度、粒度的砂轮。
(2)确定工件安装高度,并选择和安装托板。
(3)根据工件锥度,按前述方法修整砂轮。
(4)安装挡销。挡销可夹紧在两块导板之间,挡销的纵向位置根据待磨表面长度而定。
(5)试磨。试磨方法与一般切入法磨削相同。如果工件在磨削过程中有倒退现象,便需要加大导轮倾角θ,同时加大修整器的水平偏角并修整导轮,直至工件能抵住挡销而不回退为止。如果摸出的工件锥度不准,可通过转动导轮架回转座加以调整。
