一、概述
普通磨削的砂轮速度常在(30~35)m/s之间。当砂轮速度提高到45m/s以上时,则成为高速磨削。将砂轮速度由35m/s提高到(50~60)m/s时,一般生产效率可提高30%~100%,砂轮寿命提高约0.7~1倍,工件表面粗糙度降低约50%,可稳定达到Ra(0.8~0.4)μm。
高速磨削的特点如下:
(1) 在一定的金属切除率下,砂轮速度提高,磨粒的当量切削厚度变薄。因此:①磨粒符合减轻,砂轮的寿命提高;②磨削表面粗糙度降低;③法向磨削力减小,工件加工精度较高。
(2) 如果砂轮磨粒切削厚度保持一定,则υs提高,金属切除率可以增加,生产率提高。应用高速磨削须采用的措施如下:
1) 砂轮主轴转速必须随υs的提高而相应提高,砂轮传动系统功率和机床刚性必须满足要求。
2) 砂轮强度必须足够大,还应经过平衡及采取适当的安全防护装置。
3) 采取有效的冷却及防磨削液飞溅装置。
二、高速磨削砂轮选择
高速磨削除要求砂轮具有足够的强度以保证在高速旋转时不致破裂外,还要求砂轮具有良好的磨削性能,以获得高的磨削效率、寿命和加工表面质量。我国已生产有60m/s、80m/s的高速砂轮。
1.砂轮特性的选择
(1) 磨料的选择。主要选用韧性较高的刚玉系磨料。其中棕刚玉A应用较普遍,用于磨削一般碳钢和合金钢;磨削球墨铸铁材料时多用A与GC的混合磨料。
(2) 粒度的选择。粒度大多选用F60~F80,较普通砂轮粒度偏细。一般精磨时,宜选F70或F80,有利于提高砂轮的切削能力和寿命。加工塑性材料及避免工件表面烧伤时,宜采用粗一些粒度。当υs≥80m/s时,粒度宜选F80~F100.
(3) 硬度的选择。高速砂轮的硬度比普通砂轮稍软一些,一般在K~N范围内。精磨时宜选更软一些;余量大或粗磨时宜选硬些。对于磨削一些不平衡的工件(如凸轮轴、曲轴等),由于不宜提高工件转速来减少表面烧伤,砂轮硬度应适当选软些。
砂轮的硬度和粒度,还与砂轮可能达到的破裂速度有关,如下图所示。随着硬度的提高,同时选用较细的粒度,则砂轮破裂强度相应提高。

砂轮破裂速度与砂轮硬度、粒度有关
(4) 微气孔砂轮。高速磨削时,因进给量加大,砂轮粒度较细,因此要求砂轮表面上有一些微小气孔,以利于磨屑与磨削热的排除,使磨削效率和砂轮寿命得以提高。但气孔不能太大,否则易使磨粒不均匀脱落加剧。
1. 提高是砂轮的强度
提高砂轮强度,可通过下述方法实现。
(1) 改进结合剂。为提高结合剂的强度,在陶瓷结合剂中多采用硼玻璃等结合剂。
(2) 砂轮孔区补强。砂轮旋转时最大拉应力位于孔周壁上,最初的破裂是沿周壁发生,所以采用孔区补强是提高砂轮强度的有效方法之一。常用的砂轮补强措施如下图所示
图(a):砂轮孔区部分采用细粒度磨粒和较高的砂轮硬度,砂轮强度可提高20%~25%。
图(b):孔区部分深入补强剂(树脂液),通过孔周壁渗透到砂轮内部。用此法砂轮强度可提高5%~15%,气孔率大的砂轮强度提高得更多。
图(c):用一金属环粘结在砂轮孔区,金属环可用钢或耐热合金制成,用环氧树脂等与砂轮粘结。
图(d):是树脂砂中加玻璃纤维网。
图(e):增加砂轮孔区厚度和图(f)用法兰盘装夹提高孔区强度。这两种方法多用于薄片砂轮,效果明显,对厚砂轮则意义不大。
(3) 改变砂轮的形状,以改变应力分布状况。当砂轮高速运转时,孔壁处应力最大。但孔径越小,应力也越小。所以应尽可能采用孔径与外径比值(K=rf/R)小的砂轮或无孔砂轮。通常砂轮孔径与外径之比不应超过下表所列数值。
砂轮孔径与外径之比值K的最大允许值

无砂轮多用法兰盘粘结或在半径152mm(视砂轮外径大小而定)的圆周上开有几个螺钉孔,用以固定在机床上。
(4) 采用新结构梯形砂瓦组合砂轮见下图所示。当砂轮旋转时,砂瓦由受拉应力变为受压应力,而砂轮材料所能承受的抗压强度是抗拉强度的6倍,因此这种可在较高的速度下工作。
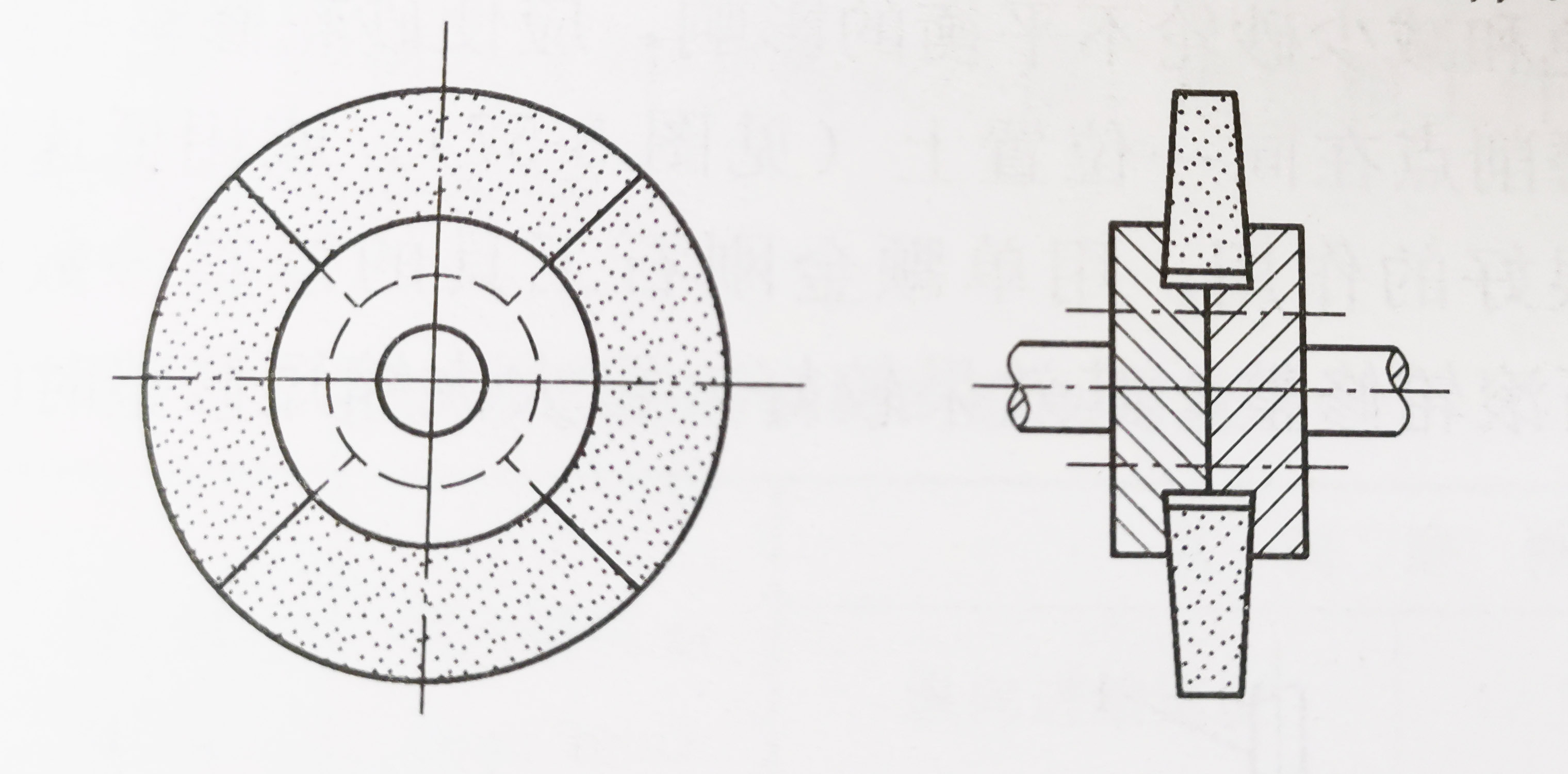
梯形砂瓦组合砂轮
在高速砂轮上必须印有醒目的安全工作速度标志。选择砂轮时要注意安全系数或严格控制υs,不得超过安全工作速度。
