高速砂轮的平衡与修整
高速砂轮必须经过仔细平衡,因为不平衡会引起振动和离心力剧增。下图为砂轮不平衡量引起的离心力与砂轮速度的关系。
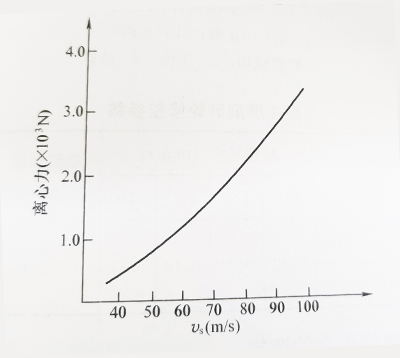
砂轮不平衡100g在不同速度下产生的离心力
砂轮1 600*63*305
砂轮不平衡是砂轮组织不均匀的一个重要反映。砂轮两端面不平行和内、外径不同轴,也会引起砂轮不平衡,其不平衡最大允许的值如下:
1 600*40*305 F46L 80g
1 400*40*50 F46L 80g
1 250*25*32 F46L 15g
为避免和减少砂轮不平衡的影响,应使砂轮修整机构的作用点和工件的磨削点在同一位置上(见下图)。或用低速修整砂轮,也能起到恨到的作用。用单颗金刚石工具的修整参数见下表。采用金刚石滚轮修整,其效果较好,可大大缩短修整时间并减少金刚石的消耗。
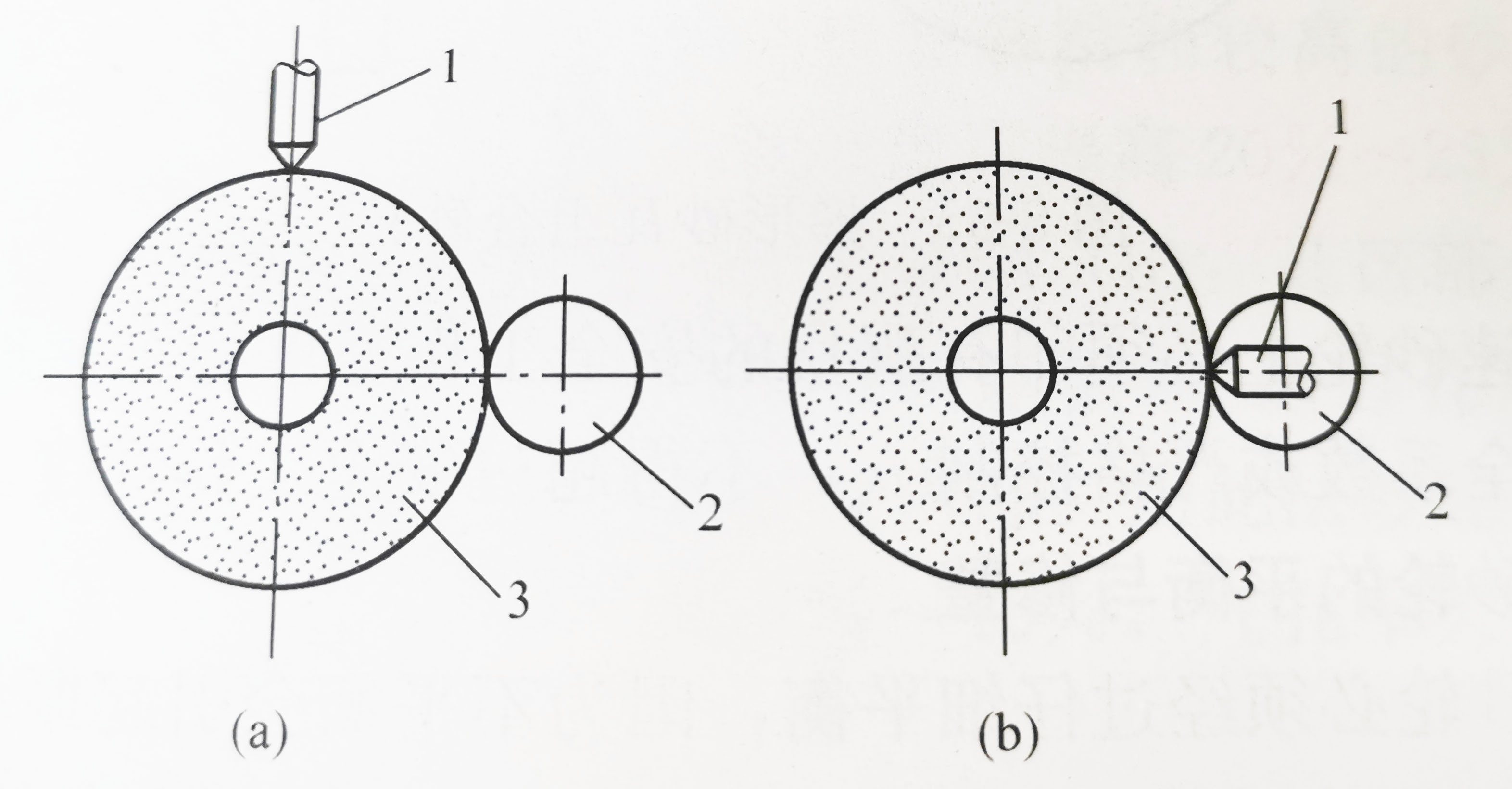
修整机构作用点的位置
(a)不正确;(b)正确
1—修整机构;2—工件;3—砂轮
高速磨削砂轮修整参数

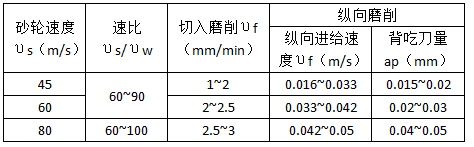
高速磨削用量的选择
(1) 砂轮速度。目前普遍采用(50~60)m/s,有的高达80m/s。
(2) 工件速度。一般砂轮速度与工件速度之比在60~100之间。对于刚性差的细长轴和不平衡的工件(如曲轴、凸轮轴等),工件速度不宜太高,其比值可取100~250.
(3) 轴向进给量。轴向进给量一般可取(0.2~0.5)B/r(B为砂轮宽度)。
(4) 背吃刀量。一般粗磨ap=0.02~0.07mm;精磨ap=0.005~0.02mm。磨细长工件宜选较小值;磨短粗工件宜选大值。高度磨削用量选择见下表。
高速外圆磨削钢材的磨削用量