1.砂轮的磨钝
砂轮在工作一段时间后,砂轮的工作表面会钝化,用磨钝了的砂轮机械磨削,由于砂轮切削能力的丧失,砂轮与工件之间的摩擦加剧,会使工件表面产生烧伤和振动波纹,使工件表面粗糙度值变大。砂轮的磨钝经过初期磨钝、正常磨钝、急剧磨钝三个阶段。初期磨钝阶段,微刃仍相当锐利;正常磨钝阶段,微刃表面的锐角逐渐变钝;当微刃锐角完全消失时,磨削会产生刺耳的噪声,即为急剧磨钝阶段。砂轮磨钝的形式有以下四种:
(1)磨粒的钝化。如图(a)所示,磨粒的锋利微刃已丧失,磨粒表面较平滑。
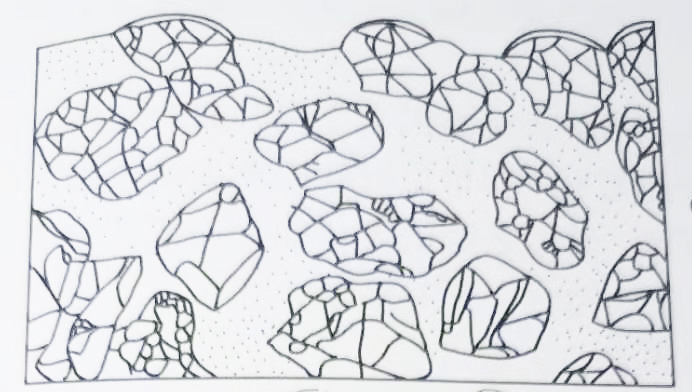
(a)磨粒钝化
(2)磨粒急剧且不均匀的脱落。使用较软的砂轮,常出现这种磨钝形式,使砂轮丧失原有的工作行面,如图(b)所示。
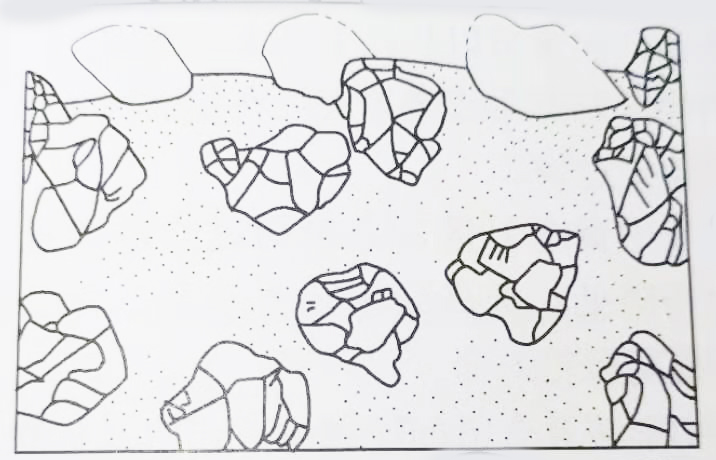
(b)脱落
(3)砂轮表面被磨屑粘嵌和堵塞。如图(c)所示,磨削韧性材料时常会发生这种磨钝现象。
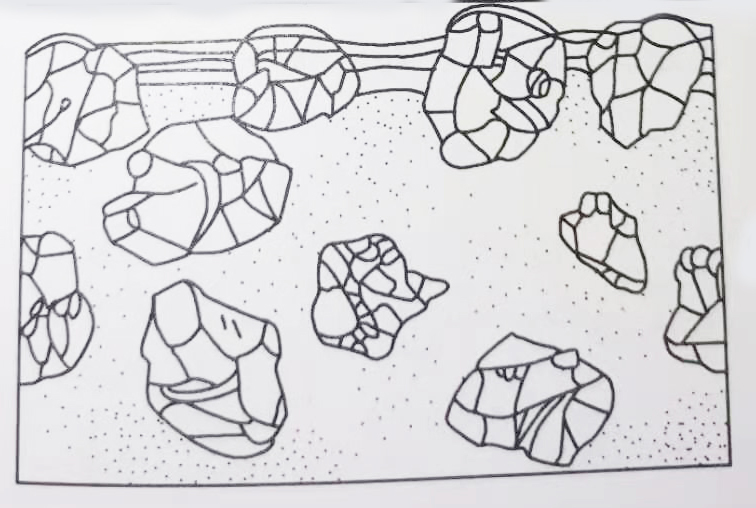
(c)粘嵌和堵塞
(4)混合型磨钝。以上三种磨钝信息都发生,是经常发生的磨钝现象。
2.砂轮的寿命
砂轮寿命是指砂轮两次修磨之间所经历的实际磨削时间。
砂轮磨损到一定程度时,应及时修整。否则工件会产生颤振,工件表面粗糙度值突然增大(如磨铸铁件时表面出现晶亮面,磨钢件时表面产生烧伤痕迹)等异常现象。
通常可以从以下几个方面来判断砂轮是否已达到寿命,便于及时修磨。
(1)用金属切除率Z的变化来判断,刚修整的砂轮,磨粒锋利,Z值较高。如果随着时间的推移,金属切除率下降了40%~50%~,则砂轮已钝化,应及时修整。
(2)用工件表面质量的变化来判断。如果工件出现颤振、晶亮面或轻微烧伤时,则砂轮已钝化,应及时修整。这一标准较易在操作现场应用。
(3)用砂轮磨损能力系数的大小来判断。磨损能力系数是指砂轮在单位磨削力作用下,在单位时间内磨去的金属体积。新修整的砂轮,切削刃锋利,则该系数值大;如果该系数值变小,说明单位磨削力增大,砂轮已钝,应及时修整。
3.影响砂轮寿命的因素
影响砂轮寿命的因素可以从以下几方面考虑。
(1)砂轮的硬度对寿命影响较大,在重磨削条件下,应选用较硬的砂轮,以免磨损过快。
(2)磨削用量中背吃刀量ap、纵向进给量fr增大,则磨削热增加,砂轮寿命会降低;提高砂轮圆周速度υs,可使单个磨粒的负荷减小,从而提高砂轮寿命。
(3)充分的切削液及合适的冷却方式可提高砂轮寿命。
(4)提高工艺系统的刚性,则可减少振动,提高砂轮寿命。
