金刚石刀具按刀具结构来分:主要用于车刀、铣刀、铰刀、钻头、涂层刀具及其他非标成型刀等。
1.金刚石刀片
(1)标准刀片:单晶金刚石刀片主要用于单点金刚石车床或其他精密车床,加工有色金属时表面粗糙度可达Rz0.1-0.05μm。
聚晶金刚石(PCD)刀片一般用于车床,加工中心等,主要以车,镗为主。相对于传统的合金刀片,可以采用更高的进给,线速度;刀片寿命相比硬质合金刀片也有非常大的提升;同时,PCD刀片加工的工件表面光洁度最佳可达Ra0.2。
(2)非标刀片:主要用一些结构比较复杂,公差要求严格,加工工序复杂的工况。采用机夹式聚晶金刚石(PCD)非标刀片,可极大程度提升加工效率,同时,采用机夹式结构,可降低生产成本。

2.金刚石铣刀片
聚晶金刚石(PCD)铣刀片,搭配铣刀盘或铣刀杆,一般用来铣削平面和台阶。使用线速度可以高达2500-3000m/min,相比硬质合金刀片,刀具寿命提高5-10倍,是汽车铝合金缸盖、摩托车箱体、模具平面等有色金属面铣加工的选择!性价比很合适。
3.金刚石杆状铣刀
金刚石杆状铣刀分为单晶金刚石铣刀和聚晶金刚石(PCD)铣刀。
聚晶金刚石(PCD)杆状铣刀又分为两种,一种是过中心的铣刀,使用时可沿轴线垂直扎入工件表面,对于铣削凹坑类的工件,效率会提升很多。另一种是不过中心的铣刀,此种铣刀一般都是沿径向切入工件,通过CNC编程走轨迹,铣削凸台,台阶,面等部位。

4.金刚石铰刀
金刚石铰刀,一般根据直径大小,采用高合金基体,或者钢制基体,刃口树立数量为2刃或2刃以上。
此类刀具主要用于加工公差要求比较严格,光洁度要求比较高的孔,通孔盲孔均可加工。此类刀具加工的孔,光洁度最高可达Ra0.1以内。
5.金刚石钻头
聚晶金刚石(PCD)钻头,一般根据直径大小,采用合金基体或者钢制基体。聚晶金刚石(PCD)钻头是直接在工件上钻孔,本身工件上面是没有孔的,对精度要求不高,PCD钻头只适用于加工中心设备。
聚晶金刚石(PCD)钻头主要包括:PCD扩孔钻头、PCD阶梯钻头、PCD麻花钻头、PCD平底钻等。
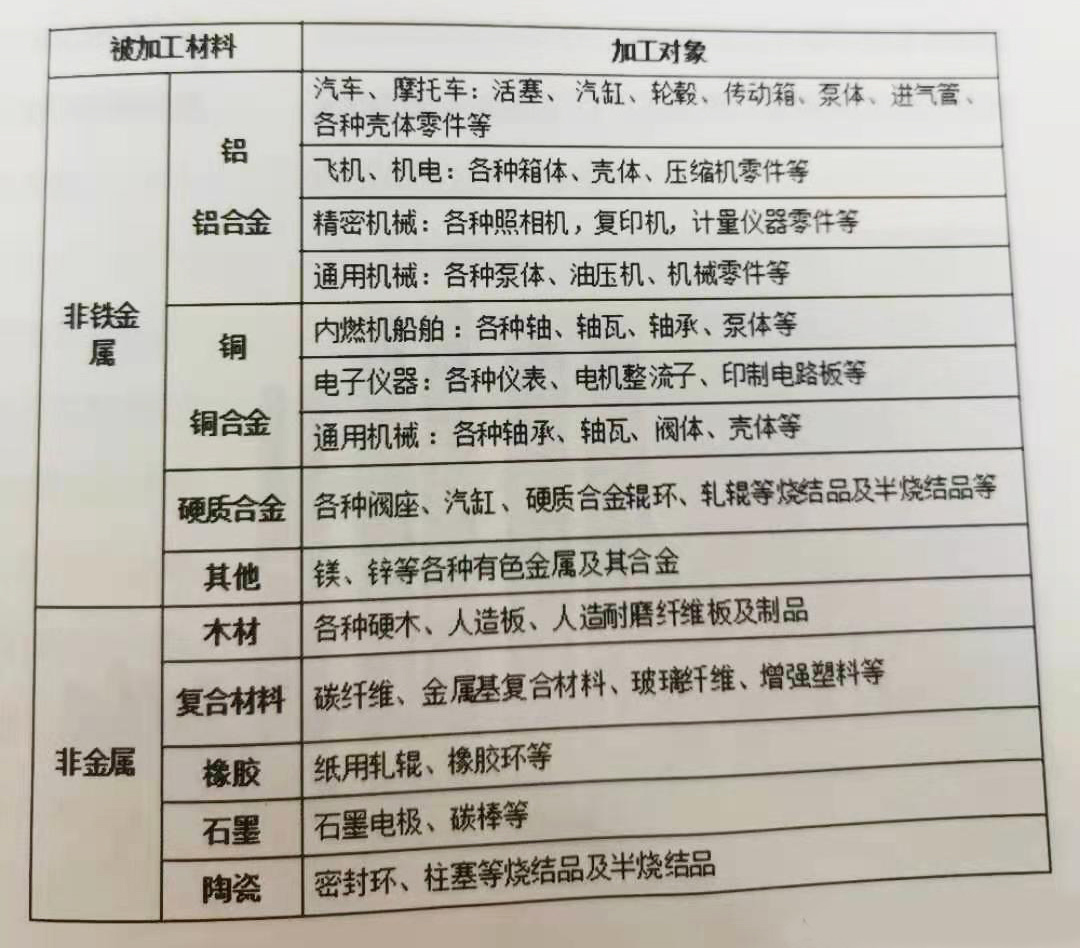
金刚石刀具的应用材料
6.金刚石涂层刀具
金刚石涂层刀具时采用CVD方法直接在硬质合金或陶瓷等基体上沉积一层1-25μm金刚石薄膜,可应用于各种几何形状复杂的刀具,是加工难加工材料的理想刀具。
适合涂层的刀具类型:刀片、铣刀、钻头、铰刀、成型刀等。
7.金刚石成型刀
聚晶金刚石(PCD)成型刀属于旋转类刀具,优点是加工效率高,可同时铣削多个台阶孔,能保证比较精确的形位公差。按加工方式不同分为两种,一种是沿轴向加工,一次成型的;另一种是经CNC编程,走轨迹加工。刀柄有BT柄,HSK柄,直柄等。
金刚石刀具的应用领域

