硬度
砂轮的硬度时指砂轮工件表面上的磨粒受外力作用时脱落的难易程度。磨粒容易脱落的砂轮,其硬度就低;反之,砂轮硬度就高。因此,砂轮硬度并不是指磨粒或结合剂本身的硬度,它与金属硬度的概念不同。同一种磨粒,可以做出不同硬度的各种砂轮。影响砂轮硬度的主要因素是结合剂的性质、数量,砂轮中结合剂的数量越多,它的硬度越高。磨具成型时的密度也是影响磨具硬度的重要因素。磨具成型厚度偏差、成型料的干湿、单重称量误差等因素都将使磨具成型密度产生偏差。此外,磨具的烧结温度以及烧结时间也影响磨具的硬度。在其他条件相同的情况下,成型密度大,烧结时间长、温度高,磨具的硬度就高些;反之,硬度低。
砂轮的硬度对加工表面质量和磨削效率有显著影响。砂轮的硬度高,磨粒不容易脱落,磨粒切削刃的等高性容易保持,所以加工的工件粗糙度低、精度高。但如果太硬,磨钝了的磨粒仍然留在砂轮表面上掉不下来,不仅磨削效率降低,而且由于钝化了的磨粒在工件表面上摩擦挤压加剧,磨削力和磨削热度显著增大,使工件表面粗糙度上升,还容易产生烧伤、裂纹等缺陷。相反,如果砂轮的的硬度较低,磨钝了的磨粒容易脱落,砂轮工作表面上经常保持着锋利的磨粒,磨削效率提高,而且发热量少,可以避免工件表面烧伤,但工件精度和表面粗糙度就差些,当硬度太低时,磨粒还处在锋利状态下就脱落,使砂轮很快失去正确的几何形状,工件精度难以控制,工件表面也容易被脱落的磨粒划伤,致使表面粗糙度升高,同时磨削效率也将下降。
为了适应不同加工条件的需要,砂轮有多种硬度等级。GB/T2484-94规定磨具硬度代号由软至硬的顺序为:
A,B,C,D,E,F,G,H,J,K,L,M,N,P,Q,R,S,T,Y
下表是我国生产的砂轮硬度等级(国标)划分表
砂轮硬度等级

注:在硬度小级中的数字1、2、3表示砂轮硬度增加的次序。数字大硬度高。
组织
砂轮组织是指砂轮中的磨料、结合剂、气孔三者之间的体积关系。一般通过配方来控制。有时也在砂轮中加入一些高温焙烧时易挥发物质经焙烧后形成气孔。
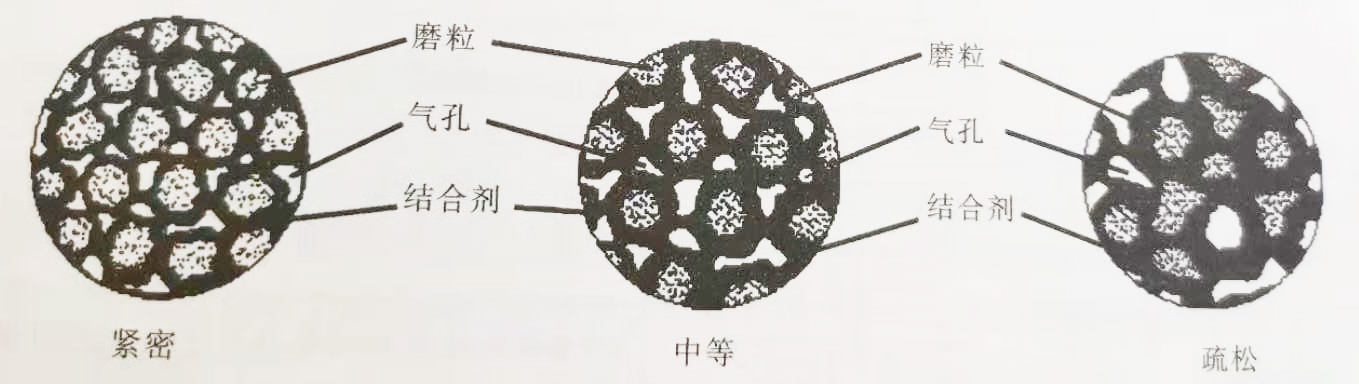
磨具组织的表示方法有两种,一种是用砂轮体积中的磨料所占的体积百分比,也就是磨粒率来表示;另一种是用磨具中气孔的数量和大小(即气孔率)表示。通常用磨粒所占砂轮体积的百分比来表示砂轮组织号时,磨粒所占体积百分比大,磨粒间距就窄;反之,则宽。砂轮组织如下图。砂轮组织号的划分如下表所示。
砂轮的组织
砂轮的组织号

砂轮组织号的大小对磨削加工的生产效率和表面质量有着直接的影响。砂轮组织号大,单位体积内磨粒的含粒量少,磨粒之间的容屑空间大、排屑方便、砂轮不易堵塞,因而磨削效率高;在砂轮中的气孔还可以将冷却液或空气带入磨削区域,可降低磨削区域的温度,减少工件发热变形和烧伤。相反,如果砂轮组织号小,磨粒之间容屑空间小、排屑困难、砂轮易被堵塞,影响切削性能;但单位面积上磨粒数目增多,磨削时同时切削的磨粒数增加,因为砂轮的轮廓形状易于保持 不变,对提高被加工的工件表面质量有一定效果,可提高工件加工的几何精度和降低表面粗糙度。
