刃磨砂轮的选用
刃磨刀具的砂轮要选择合适,以使刀具刃磨后具有锋利的切削刃,具有较低的表面粗糙度值,刀面无退火、烧伤等现象。砂轮的选用主要根据刀具材料性能、磨削性质、图样技术要求等,重点是砂轮特性和砂轮形状的正确选择。
(一) 砂轮特性的选择
刃磨砂轮的特性通常包括磨料、粒度、硬度、组织和结合剂等。砂轮粒度常用46#~100#。当磨削面积大、余量多时,宜采用粗粒度;若磨削余量小及道具尺寸小,粗糙度要求小时,则采用细粒度。砂轮的硬度常用H~K之间的等级,刃磨高速钢刀具时,当磨削面积、余量大时,一般用H;磨削面积、余量小时,则用J;刃磨成形刀具及精密刀具时,宜用K;刃磨硬质合金刀具时,用H;而刃磨硬质合金成形刀具或小刀具时,砂轮的硬度选J。砂轮特性的具体选择见下表。
砂轮特性的选择
(二) 砂轮形状的选择
通常情况下,刃磨刀具的前面用蝶形砂轮;刃磨后面用碗形或杯形砂轮。杯形砂轮在刃磨过程中直径不变,对无变速装置的磨床更为适用。目前,碗形或杯形砂轮的直径较小,砂轮的圆周速度低,磨粒易变钝,刀具表面粗糙度值较大。因此,为了提高砂轮的圆周速度,可选择用直径较大的平形砂轮,经适当调整,用来刃磨刀具的后面。
刃磨的方法及步骤
简单刀具的种类很多,刃磨的部位主要是前、后面,其刃磨的方法和步骤基本相同,简述如下:
(一) 砂轮的选择及修整
根据刀具的材料和技术要求,选择砂轮的特性和形状,并根据加工需要修整砂轮。
修整砂轮分两步,第一步先用砂条粗修砂轮端面。对蝶形砂轮,端面修成边缘高、内侧低的锥面如下图(a)所示;对碗形或杯形砂轮,端面修成内凹形如下图(b)所示。第二部再用金刚石笔精修砂轮端面至要求。
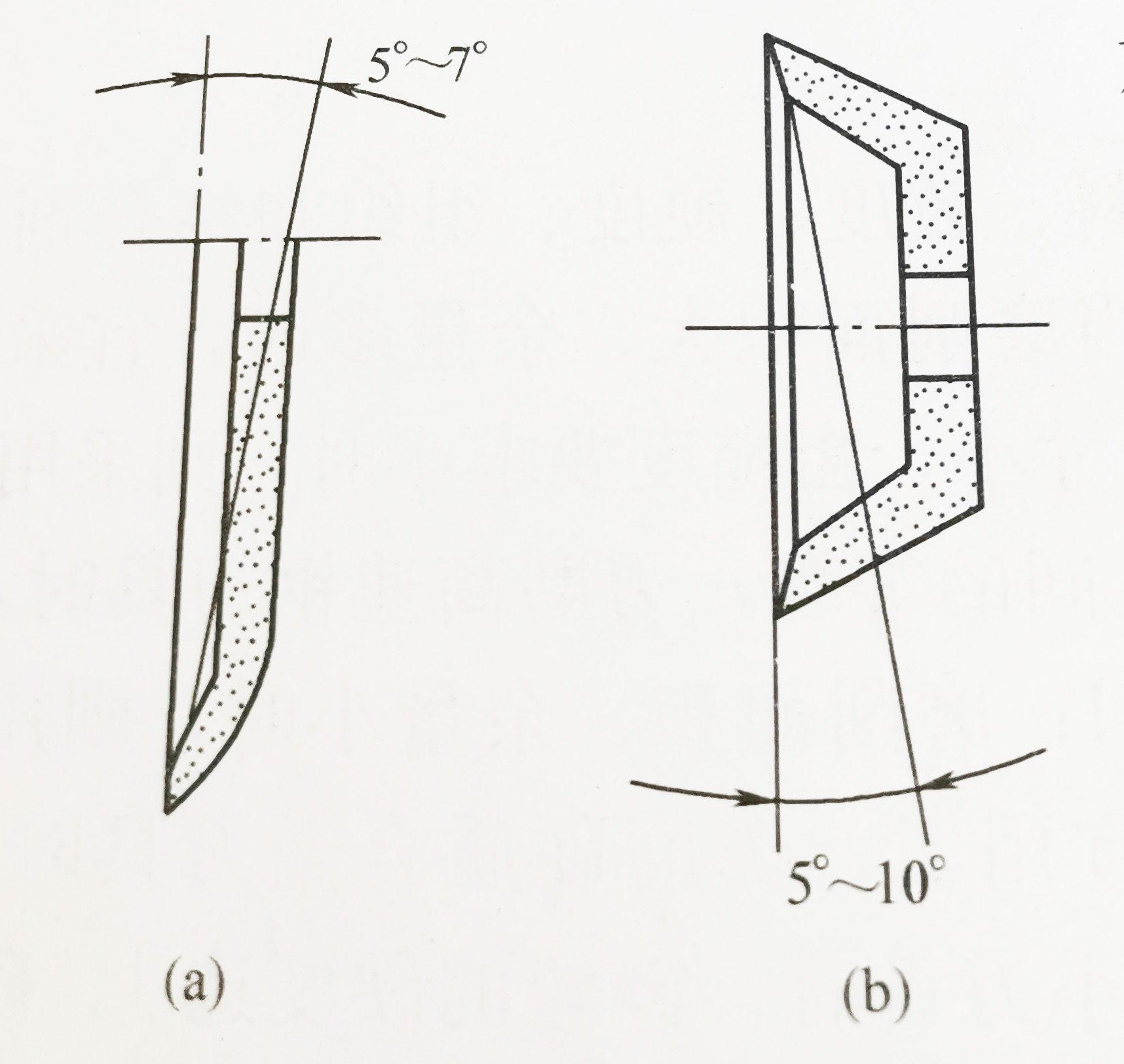
刃磨砂轮的修整
(a)蝶形砂轮的修整;(b)碗形或杯形砂轮的修整
(二) 调整砂轮架位置
刃磨时,应根据刀具的角度,将砂轮架在水平面内转动一定角度,使砂轮边缘参加磨削。磨削前可用中心规来找正砂轮与所磨刀面的相对位置。
(三) 装夹方法
不同的刀具刃磨,可用不同的装夹方法。磨车刀、刨刀、刀片可在可倾虎钳上装夹,以刃磨所需的角度;磨铰刀、圆柱铣刀、铲齿铣刀等可用两顶尖装夹,并安装调整好托齿片;磨面铣刀、立铣刀、三面刃铣刀可在万能夹头上装夹,并用齿托片支撑。装夹圆柱铣刀、铲齿铣刀、面铣刀及三面刃铣刀时,均需用心轴紧固。
(四) 刃磨
1. 平面刀具的刃磨
平面刀具有车刀、刨刀、刀片等,直接装夹在可倾虎钳上,不需加任何辅助装置即可调整所需位置刃磨各种角度,装夹时必须用百分表找正刀具的基准面。
这类刀具主要刃磨前角、后角、主偏角、副偏角,有的刀片(如机夹可转位车刀)还需磨削周边和断屑槽。刃磨刀具的副偏角可用专用夹具,磨削断屑槽则可将刀片夹在钳口上,再将嵌体调成所需角度,用碗形砂轮刃磨。
2. 尖齿刀具的刃磨
尖齿刀具如铰刀、圆柱铣刀、铲齿铣刀、面铣刀等,可用两顶尖装夹或用心轴装夹在完成夹头上,并用齿托片支撑。刃磨的具体步骤如下:
(1) 摇动横向进给手轮,使砂轮靠近刀具的前(后)面。
(2) 右手握住刀具(或心轴),左手摇动工作台纵向进给手轮,使齿托片支撑在待磨刀齿的前面上。
(3) 起动砂轮,缓慢地进行横向进给,使砂轮磨刀刀齿的刀面。
(4) 左手摇动手轮,使工作台纵向进给,右手扶住刀具(或心轴),使刀齿前面紧贴齿托片,并作螺旋运动。
(5) 磨好一齿后,将刀齿退出齿托片。
(6) 将刀具转过一齿,继续刃磨另一齿刀面,逐齿刃磨。
(7) 磨完一周齿后,砂轮作一次横向进给,继续刃磨,直至符合图样要求。
