用砂轮或其他磨具加工工件,称为磨削。磨削加工是指用磨料来切除工件多余材料的方法。根据工艺目的和要求不同,磨削已发展为多种形式的加工工艺,它的应用范围很广。
作为切削工具的砂轮是由磨粒加结合剂用烧结的方法而制成的多孔物体,因而磨削也是一种切削,砂轮表面上的每个磨粒,可以近似地看成一个微小刀齿,突出的磨粒棱,可以认为是微小的切削刃。因此砂轮可以看做是具有极多微小刀齿的铣刀。
磨削加工的分类

磨削加工分类
磨削加工通常按磨削工具的类型分类,分为固定磨粒加工和游离磨粒加工两大类(见下图)。不同形式加工的用途、工作原理和运动情况有很大的差别,但在磨削过程中都存在摩擦、微切削和表面化学、物理反应等现象,只是形式和程度不同而已。通常所谓“磨削”,主要指用砂轮进行磨削。砂轮磨削也是应用广泛、高质量和高生产率的加工方法。一般可按照加工对象分为外圆、內圆、平面及成型磨削等,见下图
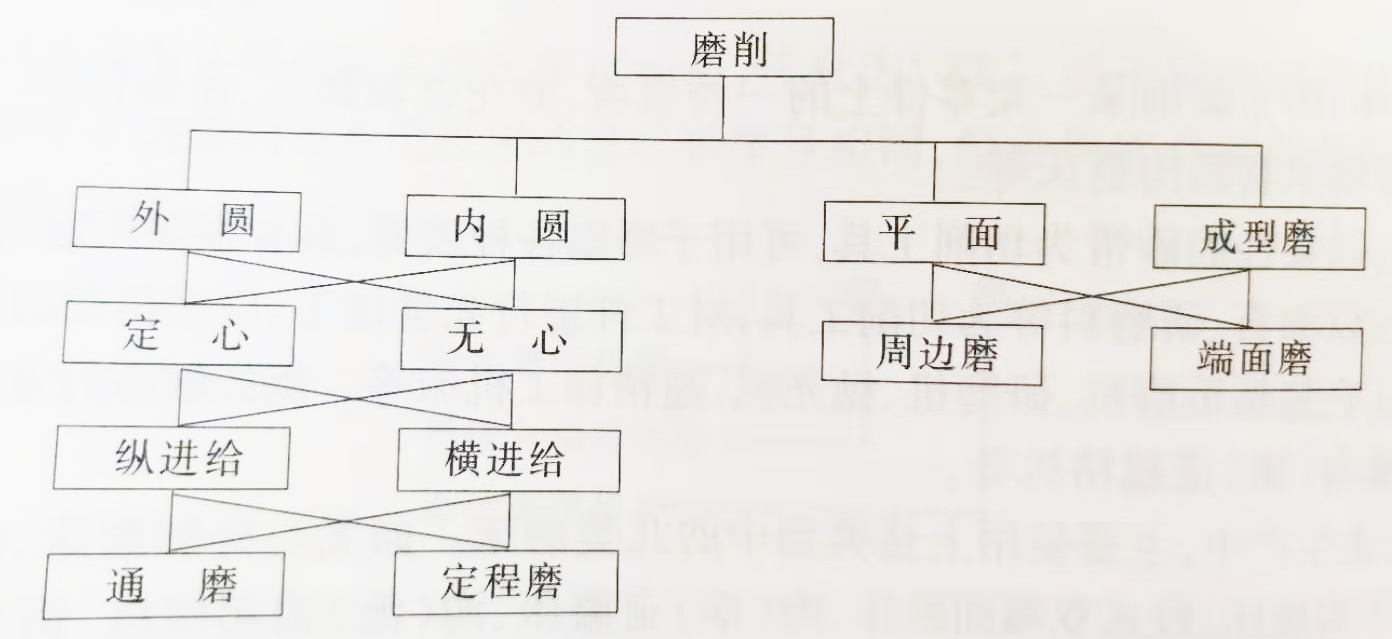
常用的砂轮磨削方式和方法关系
常用的砂轮磨削方式:一般旋转表面(内、外圆)按夹紧和驱动工件的方法,可分为定心磨削和无心磨削;按进给方向相对于加工表面的关系,可分为纵向进给和横向进给磨削;考虑磨削行程之后砂轮相对工件的位置,又可分为通磨和定程磨;以砂轮工件表面类型来分,分为周边磨、端面磨和周边一端磨。
下图所示磨削方式,应根据具体条件选用。例如磨平面,可采用端面磨削,也可采用周边磨削,应根据设备、加工条件和加工习惯而定。砂轮磨削有两种基本目的:一是将毛坯加工成一定尺寸和形状的半精加工和精加工。它是淬硬钢和各种高硬度、高强度难加工合金材料的加工手段,同时也是加工陶瓷、光学玻璃、橡胶、木材等非金属材料的加工手段。另一目的是以最低成本、快速切除大余量的荒磨。例如在钢坯上重载荷磨削,去除钢锭表层缺陷层,每小时切除量可达几百公斤,甚至可占钢锭总重量的3%~7%。
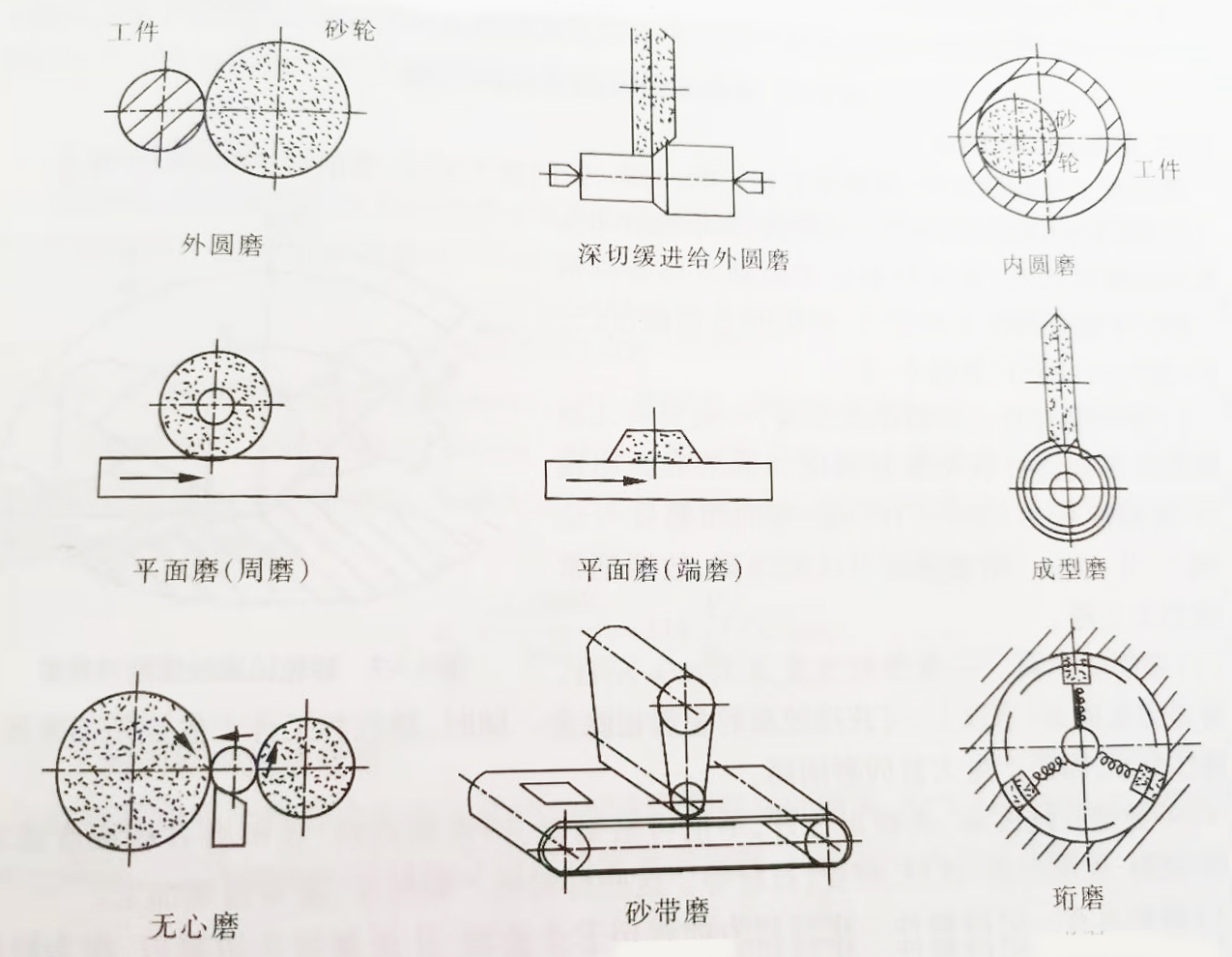
常见的磨削方式
近年来,砂带磨削逐步推广,在某些方面有代替砂轮磨削的趋势。其优点是磨削效率高、设备简单、成本低、适应性强,有“万能磨削”之称。
