新砂轮与砂轮连接盘紧固后,要经过静平衡才能装入砂轮主轴。砂轮的静平衡一般在平衡架上进行,平衡架的结构参考图如下。平衡架由支架3和两根直径相同表面光滑而且相互平行的轴2组成。轴2是支撑平衡心轴的导轨,为了使其处于水平位置,可通过三只螺钉1来调整。调整时,在架上放上平垫铁,平垫铁上放上水平仪,在纵、横两方向校验平衡架的水平,调整到0.02/1000mm范围内。平衡时,将砂轮装到砂轮架上,使它在转到任何角度时,都能达到静止状态。一般情况下,砂轮只需作静平衡就能满足生产的需要。
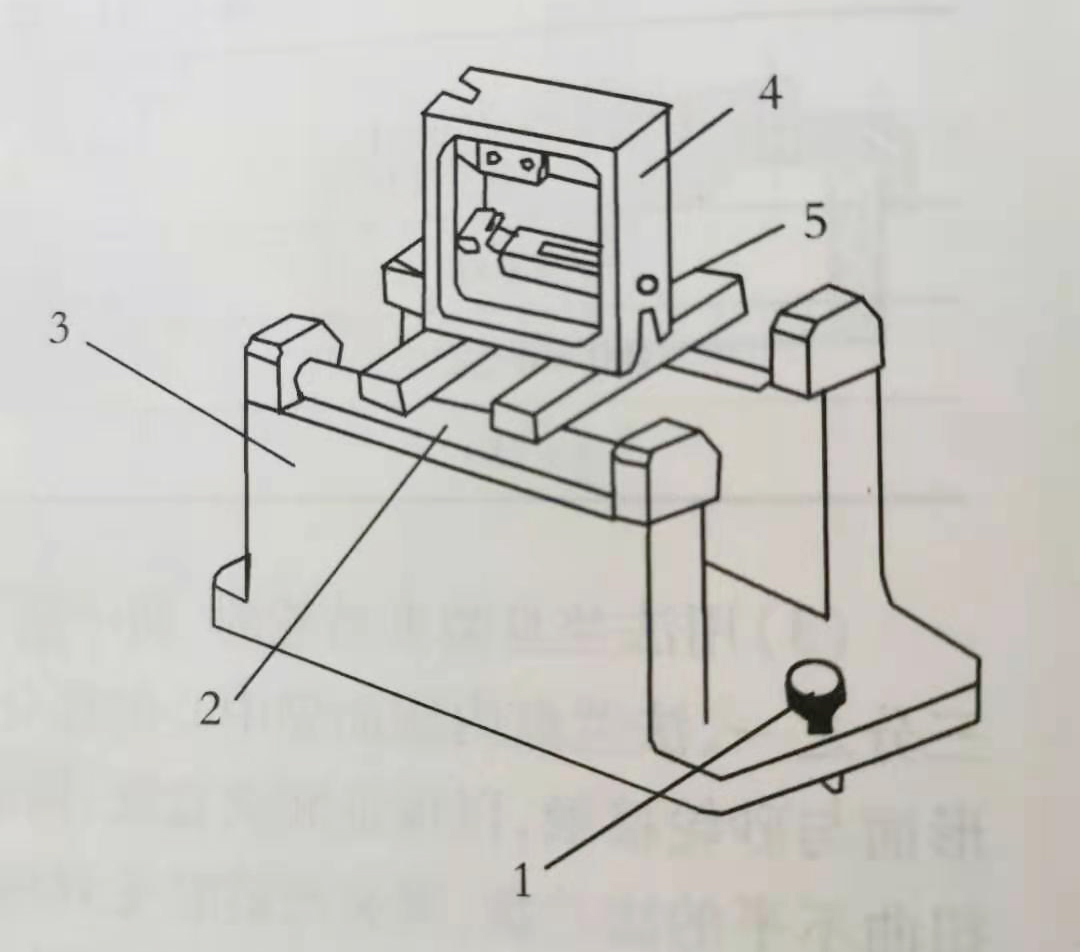
平衡架的调整
砂轮的静平衡方法主要有两种:重心平衡法和三点平衡法。重心平衡法是首先找出重心位置,然后装上平衡块进行平衡的方法,调整过程较为简单,下面主要介绍三点平衡法。单点平衡法调整过程如下:
(1) 先将编有序号的三个平衡块以120°的间隔均匀地布置在法兰盘环形槽内,并固定好平衡块,防止滑动,如下图所示:
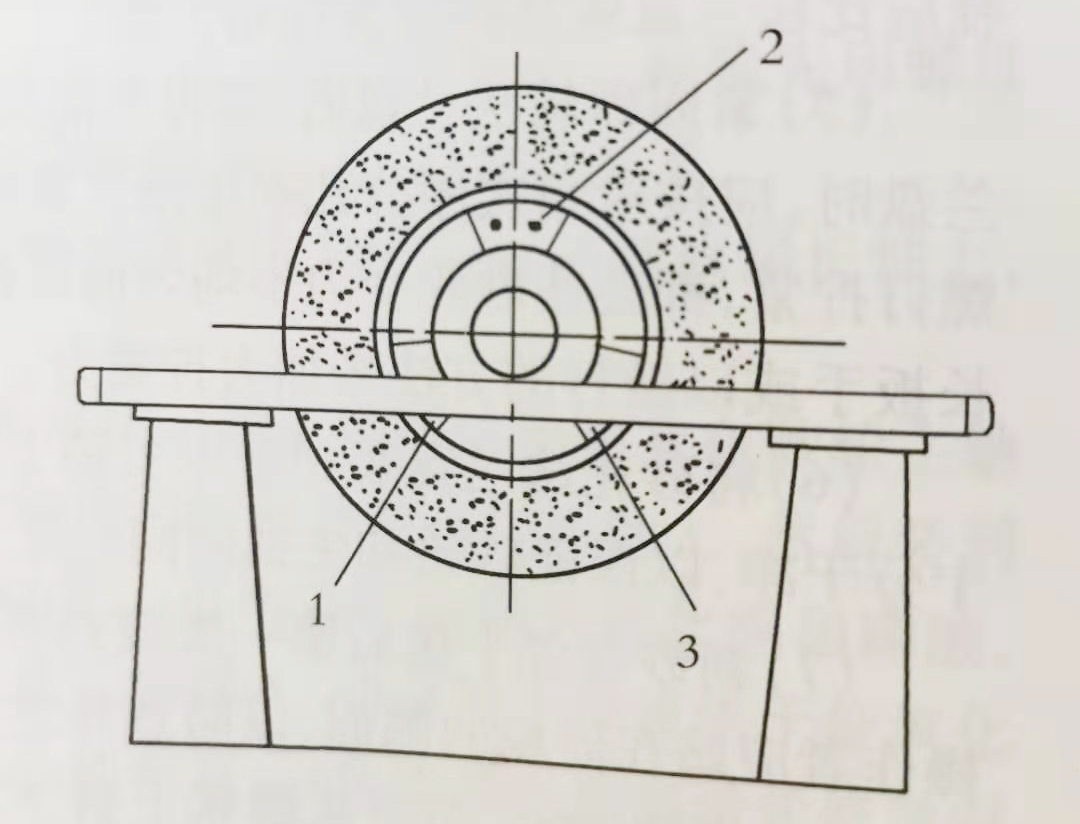
砂轮平衡
(2) 再将已装好砂轮的法兰盘装上平衡心轴放在已调好水平的平衡支架的平衡轴上,并使平衡心轴的轴心线垂直于两根平行轴的轴线。
(3) 然后转动砂轮,使第一个平衡块处于最高点,若砂轮向左或向右偏转时,则向右或向左调整平衡块,直至砂轮静止不动,然后紧固平衡块。
(4) 再将砂轮转过120°,使第二个平衡块处于最高点用同样方法调整平衡块位置,使砂轮静止不动后上紧平衡块。
(5) 然后再将砂轮转过120°,使第三个平衡块处于最高点,以同样方法使砂轮静止不动后紧固平衡块。
(6) 最后用于轻轻拨动砂轮,如果在任何位置都能使砂轮静止不动,说明砂轮已平衡好,此时将平衡块紧固上紧。否则,继续对砂轮进行平衡,直至平衡为止。然后从心轴上卸下砂轮装到机床上使用。
新砂轮一般要做两次平衡,第一次平衡的目的在于消除砂轮在制造过程中由于质量偏差而产生的不平衡。装到机床上后,修整砂轮的外圆和端面后需要进行第二次平衡。第二次平衡时必须严格要求,使砂轮在任何方位都能达到平衡。
静平衡往往受平衡架的导轨水平精度、平衡心轴的弯曲变形、滚动摩擦系数、操作方法等因素的影响,其平衡精度有限,精度保持性也差,操作时间长。因而砂轮的平衡还需要进行动平衡。
