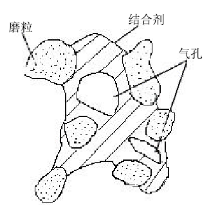
砂轮组织的选择
砂轮的组织对磨削性能的影响很大。不同组织的砂轮,其孔隙不一样,磨粒的硬度也不同。因此,即使砂轮硬度相同而组织不一样,砂轮的磨削性能也有差别。砂轮的组织疏松时,磨削效率高,但砂轮的磨损快,寿命短;组织太紧时,难以容屑而容易烧伤工件。
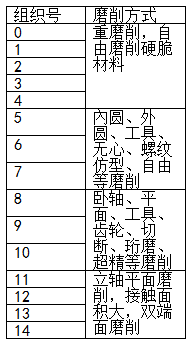
砂轮组织的选择依据主要是工件材料的性质,加工余量大小,砂轮和工件的接触面积大小等。一般来说,砂轮的组织都由砂轮制造厂根据砂轮类型设计配方决定,一般为4~6组织号,不需要使用者选择。
形状尺寸的选择
砂轮的形状应根据磨床的工作条件和工件的形状来确定。在各种形状的砂轮中,以平行砂轮(砂轮直径在3~1600mm范围内)应用最广。如外径磨削、内径磨削等工序都采用平行砂轮。在可能条件下,砂轮外径应尽可能选地大一些,以提高砂轮速度(但不能超过砂轮工作速度),从而获得较细的砂轮表面粗糙度和较高的生产效率。在有纵向进给的磨床上选用宽度较大的砂轮,也可获得同样的效果,如宽砂轮无心磨削等。
砂轮强度的选择
在实际生产中,一般都采用工作速度为35~50m/s的砂轮(除高速磨削需要的特殊高速砂轮),使用时必须注意检验砂轮实际线速度是否超过了砂轮的工作速度。为了保证操作者的安全生产,各种砂轮都规定了安全使用的工作速度,并标注在砂轮上或说明书中。
