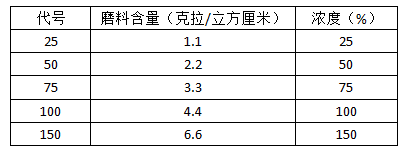
金刚石砂轮的浓度是金刚石砂轮所具有的特有的特性参数。它是指金刚石料层内每一立方厘米体积中含有金刚石的重量。常用的浓度有150%、100%、75%、50%、25%五种,所谓100%浓度就是料层内每一立方厘米体积重含有4.4克拉重(1克拉=0.2克)的金刚石,50%的浓度即含有2.2克拉的金刚石,其余类推。金刚石的浓度和代号见下表
高浓度金刚石砂轮保持砂轮形状的能力强,多用于精磨和成形磨削。低浓度砂轮能承受较高的压力,用于间断磨削和面积较大的磨削。
人造金刚石磨料的树脂结合剂砂轮,以50%浓度的砂轮磨削效率为最好。若是天然金刚石磨料,则以25%的浓度为最好。
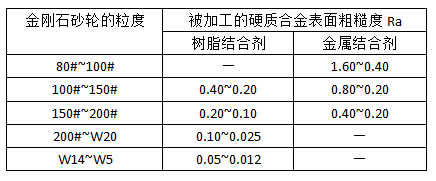
金刚石砂轮的粒度和种类没有一般砂轮多,其粒度的分布比一般砂轮要细些。不同粒度的金刚石砂轮、磨削工件表面粗糙度Ra值也不同,见下表。磨削时砂轮消耗也不同。
使用金刚石砂轮时的注意事项:
(1)技能石砂轮只适用于加工高硬度材料,而不适宜用来磨削一般钢材或其他软性材料。
(2)金刚石砂轮装上法兰盘后,也要经过静平衡才能使用。砂轮用完之前不要从法兰盘上拆下来,这样可以延长砂轮使用寿命。
(3)使用金刚石砂轮的机床,刚性要好,主要机构的旋转精度要高,且能作微量横向进给。
(4)磨削用量的选择要适当。
(5)磨削时应尽量采用冷却液,这不仅可以提高磨削效率和磨削质量,而且砂轮磨损也小。常用冷却液有煤油、轻柴油和轻汽油等,一般以煤油为好。
(6)新的金刚石砂轮开始使用时,为了使它获得正确的形状,也需要进行修整。修整时可以用WA180L5V油石(夹在虎钳上)进行。
在磨削过程中如发现砂轮不够锐利或者塞实现象时,也可以手持碳化硅条小心地对砂轮工作表面稍加修整。
(7)金刚石砂轮是一种贵重磨具,不能随便乱放,更不能使其受潮、受腐蚀和受撞击等,也不宜接触高温。
