 |
产品中心 |
 |
|
联系我们 |
|
郑州晶品超硬工具有限公司
工厂:郑州市中原西路竹川工业区
运营:郑州市明理路266号木华广场
电话:0371-5600 9088
官微:晶品工具
邮箱:zjp@zzjpgj.com
联系人:郑先生 朱女士
|
|
|
|
|
当前位置:首页 → 磨削知识 |
|
| 郑州晶品讲述:立方氮化硼刀具在耐磨铸件加工中的应用 |
目前耐磨铸件已经在采矿、水泥、电力、筑路机械及耐火材料等方面广泛应用。耐磨铸件因表面不规整、硬度不均、内部含有大量的硬质点和孔隙等原因,加工困难。另外,耐磨件加工时产生较大的切削力和切削热,产生较大的振动和冲击,会加速刀具的磨损,采用普通硬质合金刀具加工时经常崩刃或烧刀,导致加工成本增加。针对这种现象,结合我厂磨煤机磨辊总成的磨辊耐磨件加工实例,介绍立方氮化硼刀具的应用。
1. 立方氮化硼刀具的特点
立方氮化硼(CBN)刀具包括立方氮化硼成型刀具和立方氮化硼刀片两类,如图1所示。立方氮化硼成型刀具是把立方氮化硼复合层直接焊接到成型刀具上,它具有如下特点。
(1)高强度和耐磨性。CBN微观硬度大约为8000~9000HRC,仅次于金刚石9000~10000HRC。此外,CBN刀具的耐磨性比硬度合金、陶瓷和金刚石刀具都高得多,可用于加工强硬的铸铁以及强度大、硬度高及热敏性高的钢件或其他合金材料。
(2)热稳定性好。CBN耐热性可达1 400~1 500℃,在1200℃下可保持硬度不变,比金刚石几乎高出1倍。CBN刀具具有抵抗周期性高温作用的能力,当用来高速加工高温合金时,CBN刀具的切削速度可以为硬质合金的4~6倍。
(3)良好的导热性。CBN的导热性大大高于高速钢、陶瓷和硬质合金,且CBN刀具的导热系数随温度的提高而增大。
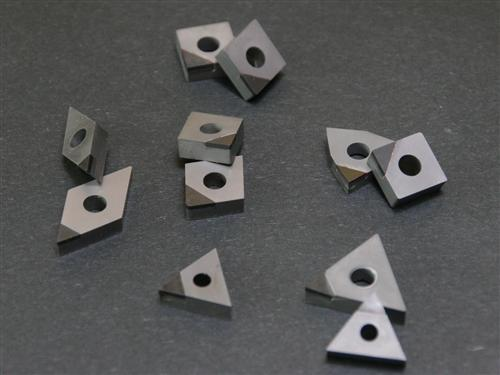 图1 立方氮化硼刀具
(4)化学稳定性极强。CBN化学惰性大,在中性和还原性介质中对酸碱都是稳定的。在2000℃高温情况下才与碳元素起反应,因此非常适合用于加工黑色金属。
2. 应用实例
磨辊是磨煤机磨辊总成的重要耐磨件(见图2),其材料为BTMCr20,含有Cr、Ni、Mn及Cu等成分。经淬火、回火的热处理后磨辊的硬度>58HRC,导致加工难度大。磨辊的尺寸一般为1.5~2.4m,主要加工其内孔和两端面,通常在2.5m立式车床上进行加工(见图3),采用的刀具为郑州博特硬质材料有限公司研制的BTS2800型立方氮化硼整体烧结刀片。
 图2 磨煤机中的磨辊耐磨件  图3 立式车床上加工磨辊耐磨件
(1)刀具几何参数选择。立方氮化硼材料的脆性较大,强度较低,故刀具前角通常取γo=-5°~ -0°,后角αo=-6°~ -15°。为了提高切削刃强度,刀尖角一般≥90°,切削刃的刃口上需磨出负倒棱,倒棱宽度可取b=0.1~0.3mm,倒棱前角=-20°~ -6°,刀尖修圆r=0.2~0.6mm。刀尖修圆半径和负倒棱太大,会使发生颤振的机率增加,因此当机床、夹具、刀具及工件的系统刚性不足时,尤其是在加工细长工件时,不宜采用过大的刀尖半径和负倒棱。
(2)进给量选择。立方氮化硼刀具主要用于精加工和半精加工,因此吃刀量一般较小,通常在2mm以下,进给量为0.05~0.4mm/r。由于刀具上带有负倒棱,为充分发挥立方氮化硼刀具材料的特性,又要较经济地满足加工要求,一般选择进给量大于负倒棱的宽度值。附表为郑州博特硬质材料有限公司推荐的BTS2800型刀具切削用量。在加工磨辊耐磨件时参考该表,选择的切削参数为:切削速度为80m/min,进给量为0.2m/min,背吃刀量为0.2mm。
(3)加工注意事项。立方氮化硼刀具使用前,需将前、后刀面进行研磨,以减小切削过程中的摩擦,同时也可提高切削刃的直线度,防止刀具的非正常磨损。另外,在使用前要用50倍以上的放大镜检查切削刃的刃口质量,以控制刃口的锯齿边,以免影响刀具使用寿命和加工质量。
此外,尽管立方氮化硼刀具能承受1 250~1 350℃的切削温度,但CBN刀具在高温(1000℃左右)下,会同水蒸气及空气中的氧发生反应,生成氨和硼酸,加速刀具的磨损。因此在湿式切削时,忌用水溶液作切削液,应采用带极压添加剂的水溶液或极压切削油,以减弱水解作用。
3. 结语
立方氮化硼刀具已成为镍铬冷硬铸铁、高铬铸铁之类的黑色金属的新型特种刀具,在磨煤机磨辊耐磨件的加工中应用。实践证明,CBN刀具加工效率高,刀具寿命长,加工成本低,解决了耐磨铸件的加工难题,是材料切削的一种技术创新。此外,CBN刀具的应用促进了磨煤机行业的发展,值得应用推广。 |
|
|
